
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
Injection Molding of Thin-Walled rPET Cups Is Now Possible - plastics that can b
Author:gly Date: 2024-09-30
Wittmann’s new beside-the-press blade granulator is suited for grinding large injection molded parts up to 500 x 200 mm (19.7 x 7.9 in.) in size.
This is a machine translation provided by the European Commission’s eTranslation service to help you understand this page. Please read the conditions of use.
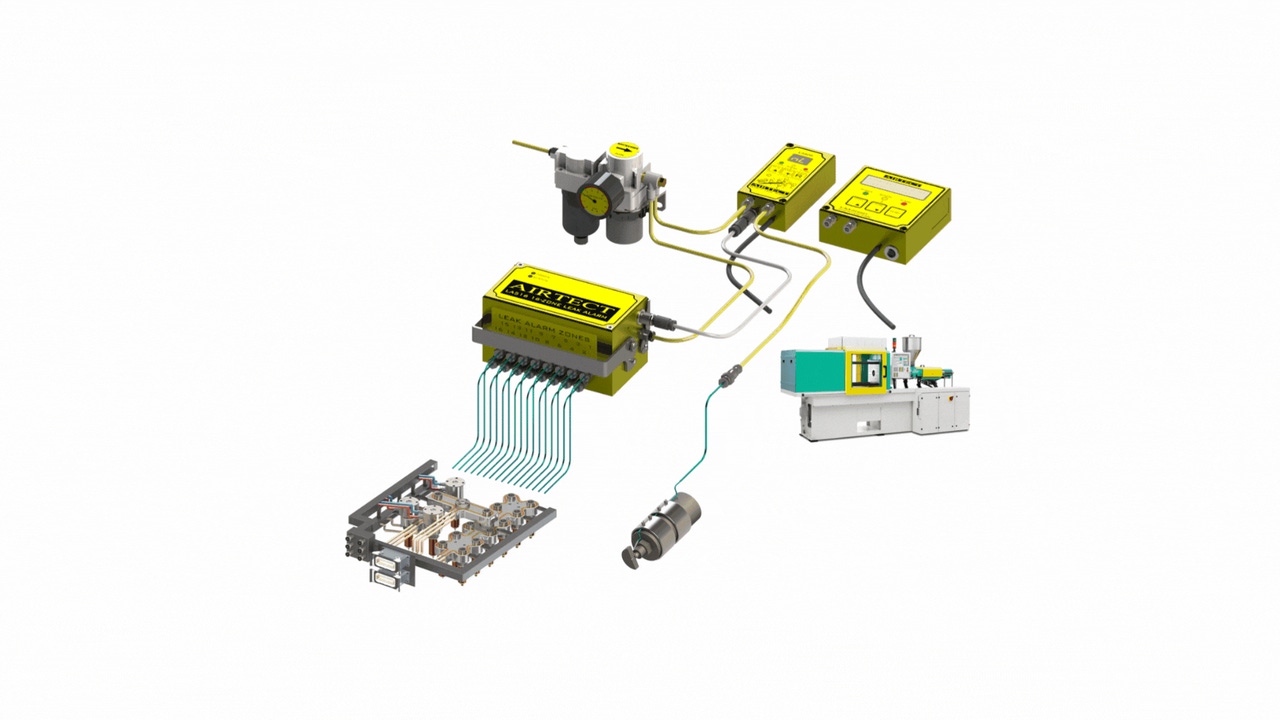
The system sends tiny volumes of low-pressure air through robust stainless-steel sensor tubes to quickly detect most leaks thanks to a self-teaching algorithm, said PCS.
The combination of integrated touchscreen, clear text display, smart navigation, and guided operation results in a particularly user-friendly concept without the need for instruction or prior knowledge, according to Oerlikon HRSflow. Recipes and test reports can be installed and transferred quickly and efficiently via the integrated USB port. Data is exchanged with the injection molding machine via the OPC UA interface in accordance with the new Euromap 82.2 standard protocol for hot-runner controllers. The integrated VNC server also enables convenient operation via notebook, tablet, or smartphone.
The open design of the three-blade cutting rotor makes the G-Max XL ideal for grinding heat-sensitive materials that still retain heat from processing, according to Wittmann. Open spaces between the blades and rotor shaft ensure ventilation, and the knives can be easily changed. The rotating and fixed blades, which are angled in opposite directions, ensure a clean scissor cut.
From nozzle leak-detection systems to precision-ground ejector pins, these recently introduced products promise to save injection molders time and money.
T-Flow HRS precisely controls the nozzle temperatures, allowing universal use, even in demanding high-performance applications with compact nozzles. Several heating options are available, and different recipes can be saved, stored, compared, and quickly called up.
New T-Flow HRS control units from Oerlikon HRSflow increase the precision and reliability of temperature control in hot-runner injection molding. Modular in design, three models are configurable to multiples of six zones.
The starter kit comes with a small controller, an air regulator, silicone tubing, stainless-steel tubing, and polyurethane tubing. Users can build onto the starter kit with additional accessories that make it possible to perform full hot-runner manifold leak detection.
A standardized base plate accepts dies of various sizes, and the integrated control system enables semi- and fully automatic die changes and precise positioning to within ±0.3 mm.
A new low-friction, high-hardness coating is poised to expand the range of surface treatments to help tooling stand up to tough moulding challenges. The new diamond-like coating can increase the mould service life by up to 10 times compared to the state of the art.
Because of its compact footprint, performance, and maximum material throughput of 100 kg per hour, the G-Max XL can be used as a beside-the-press granulator for inline recycling of sprues and reject parts during machine startup. It can also be used as a central granulator.
Editor in chief of PlasticsToday since 2015, Norbert Sparrow has more than 30 years of editorial experience in business-to-business media. He studied journalism at the Centre Universitaire d'Etudes du Journalisme in Strasbourg, France, where he earned a master's degree.
A new rail-guided die changing table for transporting heavy dies and molds is available in three versions for loads up to 15, 25, or 40 tonnes per die. The electric RWS system from Roemheld is equipped with two different pull-push mechanisms for the safe, automatic transport of dies to set-up presses. It is compatible with most machines.
The die changing table travels on floor-level round rails, with a rolling resistance so low that up to five-ton loads can be moved manually by one person. In addition, the rails are designed to facilitate precise carriage guidance and to prevent dirt deposits and tripping hazards in the floor.
Permalink: https://cordis.europa.eu/article/id/418344-diamond-like-carbon-coating-offers-relief-to-plastic-injection-moulds
A key attribute of the diamond-like carbon coatings is the ability to resist wear by lowering the friction between sliding surfaces. This largely eliminates the need for surface lubrication and post-finishing, which are deemed primary sources of pollutant releases to the atmosphere for certain industries such as pharmaceutical and food. The coatings are applied using a physical vapour deposition process called magnetron sputtering at temperatures as low as 180 °C. Due to this advanced deposition process, the diamond-like carbon coatings can maintain a very thin, uniform finish (1-5 μm) over the entire mould independently of its geometry. “cleanMOULD’s novel coatings optimise both surface hardness and lubricity to minimise the impact of fretting,” notes Hvam. The high hardness of the newly demonstrated diamond-like carbon coatings, which are 8 times harder compared to other coatings, allows the surfaces to become more resistant to scratches that occur during operation. It goes without saying that the absence of oil lubricants makes mould cleaning much easier: it only requires applying ethanol to a cloth for less than 10 minutes. cleanMOULD’s ‘mould breaking’ has the potential to become a key enabling technology for the entire plastics industry. Overall, the return on investment for cleanMOULD users is expected to be over 20 times the expected coating costs, thus providing a compelling value proposition. Pilot-test results demonstrated a sixfold decrease in the maintenance interval compared to state-of-the-art coatings. No fretting corrosion has been observed on any coated moulds. What’s more, “cleanMOULD’s coating demonstrated a decrease in the moulding cycle time of screw lids from 40 to 36 seconds, which is equivalent to an 11 % increase in productivity,” concludes Hvam.
Prolonging tooling service life is of paramount importance for any moulding project since downtime for repairs jeopardises profit margins. According to estimates, around EUR 10 billion are spent each year for maintenance operations worldwide. During the moulding process, the friction forces developed between the closing surface and those contacting the injected plastic largely account for the damage caused to the surfaces. Ultimately, the mould needs to be scrapped. Put together, these significantly affect the mould’s service life. The EU-funded cleanMOULD project demonstrated novel coatings based on a multilayer diamond-like carbon formulation that prolong the life of injection moulding tools, offering corrosion protection, reduced wear and resistance to friction. “Importantly, our novel coating solutions increase mould performance and extend its operation before the need to take it out of service for preventive maintenance,” reports project coordinator Michael Hvam.

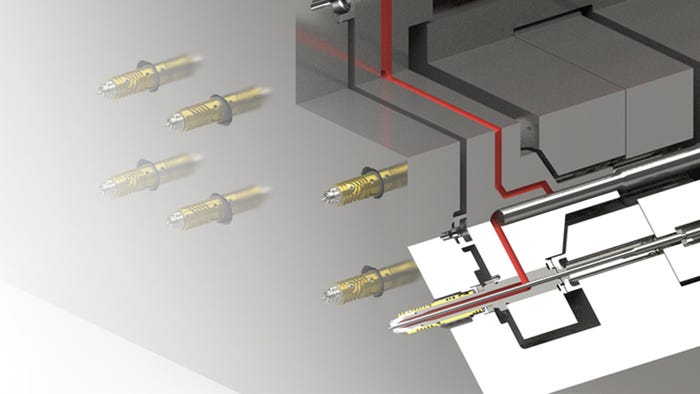
Designed to fit into small, crowded cavity and core inserts, the pins are manufactured with hardened M-2 steel and are available in diameters from 0.060 to 0.320 in. and in 2.5- and 5.5- in. lengths. Cut-to-length and custom options are also available.
“The Airtect Plastic Leak Detection System is an essential tool that can be installed directly onto the injection molding machine nozzle or hot runner manifold system," said PCS VP of sales Derrick Jones. “It quickly alerts users of leaks in the form of an alarm and/or the suspension of production, enabling faster operator response and repair. The system can be adapted to any hot runner system, either new or retrofit.”
Unlike stamping punches, which are sometimes used as core pins in molds, the heads of TI pins are precision ground to mold tolerances. Also, rather than beginning with a fractional-diameter core pin, step grinding can be eliminated with mold inserts fabricated to the molded part diameter via wire electrical discharge machining. The TI pins only need to be cut to the finished length.
The new Airtect Plastic Leak Detection System from PCS Co. is designed to provide 24/7 protection of injection molding machine nozzles and manifold systems, reducing downtime and costly repairs.
No tools are required to access the cutting chamber or the screen fixture, which also facilitates cleaning and maintenance operations. Even material and color changes can be carried out very quickly, further increasing productivity.
The integrated pull-push mechanism moves dies on and off the press bed via the roller rails. A safety device ensures that loads can only be moved when the RWS die changing table is firmly attached to the press or storage space.
Telephones, PC parts, toys, electrical plugs, and other everyday products like shoes and pens are made with plastics using a process called injection moulding. The technology can produce identical parts at high volumes at a low cost per part. However, its start-up cost is relatively high, mainly because custom tooling is needed. An injection mould can cost anywhere between EUR 100 000 and EUR 300 000, depending on its complexity, material and accuracy.
Logging out of EU Login will log you out of any other services that use your EU Login account. Use the CORDIS log out button to remain logged in on other services.
The RWS system, for example, can help car manufacturers integrate numerous individual parts into increasingly large castings, which are processed with heavier dies in larger presses and punches.





LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China

