
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
5 Things You Need to Know About Plastic Injection Molding - plastic molding
Author:gly Date: 2024-10-15
Having discussed over-molding and its benefits to the manufacturing industry, it is pertinent to look at the processes involved in the over-molding technique.
Most thermoplastics and thermosets, such as PVC, PS, ABS, PC, PE, PP, PA acrylic resins, epoxy resins, and mylar resins, etc.
Plastic extruders go through three stages in the extrusion of plastics, namely, plasticization of raw materials, molding, and cooling. The length of the cycle depends on the wall thickness, size and shape of the product, the type of extruder, the variety of plastics used, and the process conditions.
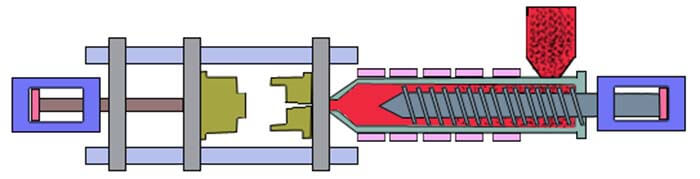
(3) Screw-plunger type plastic injection molding machine relies on the screw for plasticization and relies on the plunger for injection, the two processes are separated.
Overmolding is commonly referred to as one of the most user-efficient and reliable injection molding processes in manufacturing. It involves the formation of single-piece parts from two or more components.
With FOW Mould’s top-of-the-line 3D printers, CNC machines, and an expert team of engineers, you get your molded parts fast at low costs.
In this article, we will take a clear, concise, and close examination of one of these modern injection molding practices called the over-mold process. Read on to get a complete understanding of what it entails.
Injection molding can be divided into the injection molding method and die-casting method. An injection molding machine, referred to as an injection molding machine or injection molding machine, is the main molding equipment for making thermoplastic or thermosetting materials into various shapes of plastic products using plastic molding molds, injection molding is achieved through injection molding machine and molds.
Rapid prototyping gives you a very realistic depiction of the mold, allowing for it to be tested and analyzed, then improved upon, before mass production. This process helps to save cost, and time, and ensure only the best quality is produced.
Injection molding is to feed granular or powdered plastic from the hopper of the injection molding machine into the machine brief after heating and melting plasticization, under the pressure of a plunger or screw, the material is compressed and moved forward, through the nozzle at the front of the machine brief, injected into the closed mold with the low temperature at a very fast speed, after a certain time of cooling and shaping, open the mold to get the product. This molding method is an intermittent operation process.
The second stage is to make the extruded continuum lose its plastic state and turn into a solid, i.e., the desired product, by an appropriate method.
The first step of the over-mold process is mold and product design. The intended product should first of all be designed with emphasis on both the base and the secondary materials that are being overmolded.
DGMF Mold Clamps Co., Ltd mainly offers a wide range of Mold Clamps and Mold Components. Used in processing machinery especially on plastic injection molding machines, and pressure dies casting machines.
Extruders in extrusion should pay attention to the safety items are electricity, heat, mechanical rotation, and loading and unloading of bulky parts. The extruder workshop must be equipped with lifting equipment, loading and unloading the head, screw, and other bulky parts to ensure safe production.
A single screw is generally divided into three sections in terms of effective length, according to the size of the screw diameter, pitch, and depth to determine the effective length of the three sections, generally divided by one-third each.
Except for a few thermoplastics, almost all thermoplastics can be molded by this method. Injection molding can also process some thermosetting plastics, such as phenolic plastics, etc.
Insert molding involves the introduction of a metal material to plastic parts during the injection molding process. On the other hand, two-shot molding is the process of creating plastic components from different materials.
It involves placing the pre-molded base part which was already molded separately, back into the mold. Inject the over mold material into the surrounding cavity. Apply high pressure for proper adhesion and bonding.
FOW Mould uses rapid prototyping to quickly carry out the initial design of your choice product during the development process.
In addition, after extrusion is often accompanied by subsequent free-state processing molding, such as thermoforming, and hollow blow molding, in these molding processes there are often different degrees of melt stretching, if the melt strength is low, it is easy to pull through. Therefore, injection molding generally does not require high melt strength, while extrusion is generally required.
When in need of over-molding services, whatever the use application is, it is most important to pick out a reputable manufacturer that offers prototyping and cost-effective services. FOW Mould is an industry leader and innovator in the manufacturing of over molds.
An injection molding machine (injection molding machine or injection molding machine) is the main molding equipment to make thermoplastic or thermosetting materials into various shapes of plastic products using plastic molding molds, injection molding is realized by injection molding machine and molds.
Injection molding is mostly used for thermoplastics. It is similar to extrusion molding, except that the molten plastic enters the closed mold through the nozzle, and the product is formed by solidifying inside the mold.
Examples of automotive components that over-molding is used to produce include plastic over-molding engine parts, dashboards, card door locks, etc.
Extrusion molding is where the plastic is pushed out and out of the extrusion (die) section. A typical product is vinyl chloride pipe. This type of mold is a type of die that has various cross-sectional shapes, such as round and square, depending on the shape of the product.
One of the best measures to take in the protection of electrical and electronic devices is over-molding. The over-molding process makes functionality its primary advantage while not ignoring aesthetics and reliability, which makes it suitable for protective casing.
Plastic over-molding gives you the ability to join two different textures and colors of plastic resin to give the product an even more aesthetic look. It also lets you get creative and make relevant products for your prospective customers.
Injection molding generally does not have strict requirements for exit expansion. Extrusion has a nasty exit expansion. Therefore, the control of viscoelasticity of injection molding and extrusion materials will be different.
Overmolding is used to produce components for car parts. Manufacturers in the automotive industry employ this process to eliminate the need for adhesives in assembling components together.
Besides the Extrusion vs. Injection Molding, What Is The Difference article, you may also be interested in the below articles.
Injection molding requires high fluidity, especially for thin-walled products and large products. Extrusion is more relaxed because extrusion is open and there is no huge resistance to die reversal.
The time it takes to cool a mold varies from material to material and also the size of the parts. Using a controlled cooling process is ideal as it ensures accurate dimensions.
The cycle time of injection molding varies from a few seconds to a few minutes. The length of the cycle depends on the wall thickness, size, and shape of the product, the type of injection molding machine, as well as the type of plastic used, and the process conditions.
Reach out to us at FOW Mould for every of your molding needs. Our professional team of expert engineers will see that you get the best quality products and efficient production processes.
Injection molding is a cyclic process, each cycle mainly includes: dosing – melt plasticization – pressure injection – mold filling and cooling – mold opening and removal. After taking out the plastic parts, the mold is closed again for the next cycle.
Usually, the pre-mold is made from the same (or almost the same) material as the secondary material. During pre-molding, a separate process of molding like compression molding and injection molding is used to form the desired end product shape.
One major benefit of the over-molding process is that it allows manufacturers to join two uniquely distinct plastic resins to make a single part. This results in a rigid plastic part that soft silicone grips can be over-molded on, allowing end users to have a handle to hold on to.
Simple operation, easy adjustment and update of molding molds, fully automatic production, and high production efficiency.
Using two or more materials to form a single part helps to increase the durability of the end product as the extra components serve as a protective layer.
Relying on the screw for plasticizing and injection, it has good mixing and plasticizing properties and is used most often.
There are numerous materials that can be explored for plastic over-molding, such as HDPE, acetal, TPE, Ionomer, PVC, CPVC, TPV, and so on. However, due to their difference in components, these materials typically have different features and benefits.
For ejecting the over-molded part, manual extraction is used, or automated ejection systems to make the removal faster and easier. And the post-processing steps include sanding rough edges and trimming excess material. Post-processing is necessary to give the product the ideal aesthetics and functionality.
Extrusion and injection molding are just two methods of plastic processing. Injection molding is suitable for three-dimensional product manufacturing whereas extrusion molding is only suitable for two-dimensional product manufacturing.
investment in injection molding equipment is relatively large, mold manufacturing costs are high, and product molding process conditions need to be strictly controlled.
Strong adaptability, except for fluorine plastics, all thermoplastics can be extruded, and some thermosetting plastics can also be extruded. The shape and size of the cross-section of the product can be changed accordingly by changing the head and mouth die so that various plastic parts with different specifications can be produced.
The first stage involves plasticizing the solid plastic (i.e., turning it into a viscous fluid) and passing it under pressure through a specially shaped mouth die into a continuous body with a cross-section similar to the shape of the mouth die.
Overmolding helps to create a resilient product with enhanced fortification techniques, which protects it against wear and tear. The advanced blend of precision engineering in the over-molding process gives manufactured goods increased durability.
ACIS®, Autodesk Inventor®, CATIA® V5,Creo™ Parametric, IGES, Parasolid®, Pro/ENGINEER®,Siemens PLM Software’s NX™, SolidEdge®, SolidWorks®, STEP
To sum everything up, we can conclude that over-molding injection molding bears numerous advantages for different user applications. Overmolding provides features such as electrical insulation, waterproofing, and noise reduction, and improves product performance.
The injection device and the clamping device are located on the same vertical center line, and the mold is opened and closed in the up and down direction. Its floor space is only about half that of a horizontal machine, so it is about twice as productive in terms of floor space.
The over-molding process is an industry favorite for several reasons, as it presents manufacturers with multiple benefits. Some pros of the over-molding process are highlighted below:
The next over-molding process is pre-molding. Pre-molding is the procedure during over-molding that involves using a preformed insert to create the end over the mold part. The pre-mold insert step happens even before the main over-molding techniques are executed.
For over a century and a half, injection molding has been the go-to process for manufacturers around the world. The traditional methods of injection molding have with time, metamorphosed into several modern practices that arose as a result of the need to fill in the gaps in areas where the former fell short.
Often also called “in-mold assembly,” over-molding is used to mold plastics such as TPE over another substrate. This injection over-molding process involves the use of both plastic and non-plastic material.
Looking at how complex over-molded parts can be, several factors will also need to be put into consideration before designing. Some of these factors include functionality, compatibility of materials, and more importantly, the entire aesthetics of the end product.

Injection molding is molded in the mold, there are geometric limitations of the mold composition, and the melt strength requirements are not high. Although extrusion molding also has the geometric limitation of the mouth die, it is not fully cured after the exit of the die, and in this free state, it is sometimes not well formed due to the low melt strength, such as spinning.
Also, you would have access to a broad range of injection over-molding procedures at highly competitive prices, which are not offered anywhere else for that same quality and price.
Wide range of applications, simple operation equipment, low investment, fast results, hygienic production environment, low labor intensity, and suitable for mass production.
Overmolding gives you the advantage to enjoy some features that might not be present in other processes. Some of these special functions and performances include waterproofing, protection from corrosive chemicals, anti-UV, and electrical insulation for adequate protection against the discharge of electricity.
As a manufacturer, you might be faced with dilemmas like deciding whether to glue or screw parts together to create a single piece, or to employ the over-molding process. In this section, we detail the over-molding process and its benefits.
Protective casing made with over-molding is very beneficial to the end users as it gives the products increased grip, ensuring that users can hold and handle the objects or equipment securely.
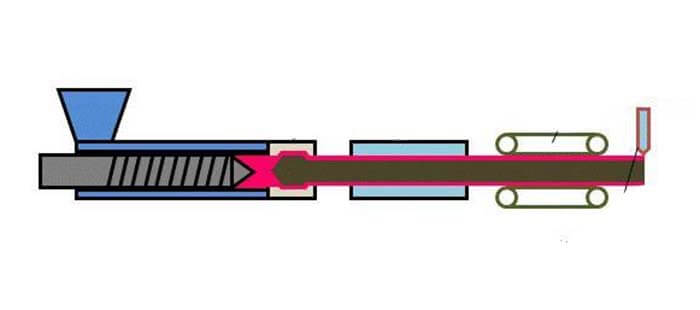
Extrusion mainly refers to the extrusion of the screw or plunger, so that the heat-melted polymer material is forced through the head die under pressure and formed into a continuous profile with a constant cross-section. The extrusion process mainly includes the processes of material addition, melt plasticization, extrusion, shaping, and cooling.
The last thread at the mouth of the material is called the beginning of the transport section: the material here requires not plasticized, but to preheat, pressed, and squeezed solid, the old extrusion theory in the past that the material here is loose body, and later by proving that the material here is actually a solid plug, that is to say, the material here is solid after extrusion like a plug, so as long as the task of conveying is its function.
Common medical devices made with this process include defibrillators, insulin pens, infusion pumps, blood pressure monitors, etc.
Extrusion is mainly used to produce plates, tubes, rods, shaped materials, films, and other materials that can be produced continuously. In contrast, the injection molding process can only be produced intermittently, one mold at a time, beating the product.
Extrusion molding is also known as extrusion in plastic processing, in which the pressure of the hydraulic press is used to press out the die itself. It is a processing method in which the material is thermoplasticized by the action between the extruder barrel and the screw while being pushed forward by the screw, and is continuously pushed through the head to make various cross-sectional products or semi-products.
Plastic films, nets, products with cladding, tubes, plates, sheets, rods, packing tapes, monofilaments, and profiles of a certain length continuous in cross-section, etc. Also used for powder granulation, dyeing, resin blending, etc.
The injection molding machine uses the nature of plastic to melt into a liquid when heated to a certain temperature, injects the molten liquid into the closed cavity with high pressure, cools and sets the mold, then opens the mold and ejects to get the desired plastic product.





LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China

