
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
220V Mini Injection Molding Machine | Small Benchtop Type - miniature plastic mo
Author:gly Date: 2024-10-15
Complex Moldings: Two-shot injection molding allows for the creation of complex mold designs that incorporate multiple materials for functionality that cannot be achieved through other molding processes.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Internal gas, also known as structural web, is particularly useful for molding extreme thick sections in tube- or rod-shaped parts such as handles and foot pedals, as well as tray-like parts with thick perimeter sections by creating hollow channels in these features. External gas excels at reducing required press tonnage and improving part aesthetics and flatness on skins and panels.
Because these cookies are strictly necessary to deliver the website, refusing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.

Improved Efficiency: Two-shot molding allows multiple components to be molded with a single tool, reducing the amount of labor needed to run your parts and eliminating the need to weld or join components after the molding process.
1) High tooling costs and long setup lead times. Up-front costs are high due to the design, testing, and tooling required. There is the initial design and prototyping (probably via CNC or 3D printing), then the design of a prototype mold tool to produce replicas of the part in volume. Lastly, and only after extensive testing during both stages, you can finally inject mold a part.
ㆍImproved esthetics: Items look better and are more appealing to the consumer when they are crafted of different colored plastics or polymers. The merchandise looks more expensive if it utilizes more than one color or texture ㆍImproved ergonomics: Because the process allows for the use of soft-touch surfaces, the resulting items can have ergonomically designed handles or other parts. This is particularly important for tools, medical devices, and other hand-held items. ㆍEnhanced sealing capabilities: It provides for a better seal when silicone plastics and other rubbery materials are used for gaskets and other parts that require a strong seal. ㆍCombination of hard and soft polymers: It lets you combine both hard and soft polymers for outstanding comfort and utility for even the smallest of products. ㆍReduced misalignments: It can greatly reduce the number of misalignments when compared to over-molding or more traditional insert processes. ㆍComplex mold designs: It enables manufacturers to create more complex mold designs using multiple materials that can’t be effectively bonded using other processes. ㆍExceptionally strong bond: The bond created is exceptionally strong, creating a product that is more durable, more reliable, and with longer life.
Two-shot injection molding can solve your company’s product production difficulties. An experienced plastic manufacturer can guide you from concept to finished product and ensure a cost-effective solution.
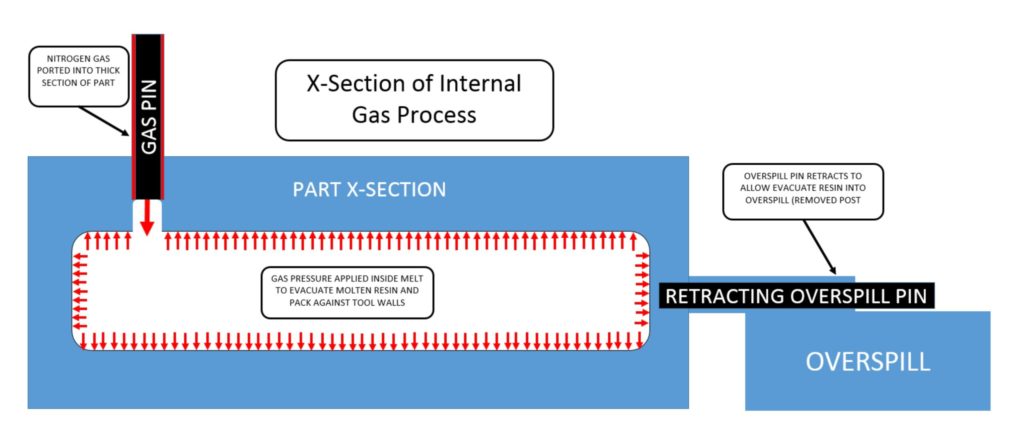
In some cases gas will be turned on before the part cavity is full of resin to assist in the filling phase of the process in addition to packing the part out. In other applications the gas is turned on after the part is full of resin while a downstream relief gate is opened too allow the gas to push resin into an overspill pocket as the gas channel is formed. Overspills are removed and can be utilized as regrind.
After the gassing phase, the pressure is released either by gas recycling or by releasing the gas into the atmosphere. The part can be ejected when ambient pressure is reached and the plastic is sufficiently cooled. By contrast, traditional molding requires extremely high pressures to fully pack a part due to pressure loss from gate to end of fill. By evenly distributing the nitrogen gas pressure, external gas assist molding replaces some of that work load. This reduces internal stress and warping resulting in better overall part flatness, thus improving part quality. Additionally, it reduces the clamp tonnage needed to create a part, ultimately leading to lower part costs.
A key advantage of this process to consider is its ability to pack out thick geometry that would result in sink marks with a traditional molding process. This allows for core side ribs and boss features to be designed thicker than traditional design rules typically allow. In turn, parts will undergo less differential shrinkage which is a primary factor in part distortion and warpage in the molding process.
Both types allow designers to create larger and more-complex parts while minimizing high tooling costs incurred with complicated hot-runner systems. In addition, the smaller presses and shorter cycle times provide part cost benefits.
Also, the weight and size of the part will determine the tool size and necessary press size. The larger the part, the more difficult and expensive it will be.
While plastic designers are typically beholden to rib/wall ratios of 65% or less, external gas allows for this rule to be increased to 100% or more in some cases. A rib to wall ratio describes the thickness of a rib feature relative to the nominal wall it intersects with. Designing these features too thick is a common source of sink and rib readout in molded parts. Because the gassed side will have a wavy or “sinky” appearance, while the aesthetic side will have enhanced cosmetic attributes, external gas assist molding is the perfect option for parts that require high aesthetic quality but whose gassed side will be unseen in the final application.
Both processes depend heavily on being able to control where, when, and how gas is introduced to the plastic as it cools in the tooling cavity. Adapting part design to the gas-assist injection molding process is crucial. This involves identifying where gas will be present on the part so gas zones can be isolated in the part and tool design. Modifying thickness of local areas of the part is often required to influence how the gas interacts with the part design.
In external gas-assist, nitrogen is introduced as a micro-thin layer on the non-aesthetic side of the part when the mold is filled with plastic but not fully packed out. The gas is held at a high pressure, pushing uncured molten plastic to the opposite side of the tool. This replaces the traditional holding phase of the injection molding process, packing the part evenly, and ultimately resulting in a clean, uniform appearance on the aesthetic side of the part.
3) Small runs of parts can be costly. Due to the complexity of tooling, and the necessity to rid the machine of all previous material before the next product can be made, the setup time can be quite lengthy. Therefore small runs of parts have traditionally always been thought of as too expensive to injection mold.
Product manufacturers favor a wide range of applications for two-shot injection molding, including automotive interior parts, medical equipment, tools, and toys. It allows manufacturers to combine various materials and colors to create a strong and attractive final product. Some materials can be effectively combined with this process, including silicone and thermoplastics, nylon and thermoplastic elastomers, or hard nylon and soft-touch materials.
We are a professional plastic injection mold manufacturer. If you have projects on hand, please feel free to contact us via [email protected]
There are a variety of manufacturing methods used to create products using plastic polymers, including two-shot injection molding, compression thermoset molding and extrusion. While all of these are viable manufacturing processes, there are several advantages to this process that make it the top choice for many plastics manufacturers. The process is relatively simple; one material is injected into a mold in order to make the initial section of the product, followed by a second injection of a secondary material that is compatible with the original material. There are three good reasons many manufacturers use this method of manufacturing plastics or polymers.
Compared to other methods of plastic molding, two-shot is ultimately a more cost-efficient way of producing an assembly with multiple components. Here’s why:
2) Part design restrictions. Plastic parts must be designed with injection molding consideration and must follow the basic rules of injection molding, for example:
Improved Quality: Two-shot is carried out within a single tool, allowing for lower tolerances than other molding processes, a high level of accuracy and repeat-ability, and reduced scrap rates.
Internal gas-assist is used specifically to mold parts with very thick sections. The process has many similarities to external gas assist, however, here the gas is introduced inside the part geometry. The gas displaces a portion of the molten plastic inside thick geometry and then performs the packing forcing the polymer melt against the external walls to create a hollow channel through the thick region and a packed-out appearance.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Part Consolidation: Two-shot injection molding reduces the number of components in a finished assembly, eliminating an average of $40K in development, engineering, and validation costs associated with each additional part number.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
Don’t forget, because tools are typically made from steel or aluminum, it can be difficult to make design changes. If you need to add plastic to the part, you can make the tool cavity larger by cutting away steel or aluminum. But in order to take away plastic, you need to decrease the size of the tool cavity by adding aluminum or metal to it. This is extremely difficult and in many cases might mean scrapping the tool (or part of it) and starting over.
In addition to enabling the creation of geometry that traditional molding could not produce, internal gas also can create lighter parts which can be crucial to product performance while remaining cost effective and reducing cycle time. Because press cycle times typically depend on the part thickness, the cavity created where internal gas assist has been utilized results in reduced cooling times.

We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
By opening design and manufacturing options for numerous applications, gas assist molding expands upon the versatility of traditional plastic processing while benefiting from its proven repeatability in high-quality part production. Due to its availability, cost and inertness, Nitrogen is typically used for external and internal gas assist molding.
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
These cookies collect information that is used either in aggregate form to help us understand how our website is being used or how effective our marketing campaigns are, or to help us customize our website and application for you in order to enhance your experience.
The two-step process needs only one machine cycle, rotating the initial mold out of the way and putting the secondary mold around the product so that the second, compatible thermoplastic can be inserted into the second mold. Because the technique uses only one cycle instead of separate machine cycles, it costs less for any production run and requires fewer employees to make the finished product while delivering more items per run. It also ensures a strong bond between the materials without the need for further assembly down the line.
Without gas-assist technology, many features could not be incorporated into part design because of economic, functional or tooling reasons. Thanks to the evolution of gas-assist injection molding technology there are several techniques to help customers achieve their desired results. Whether it is a part thick sections, such as handles, or a part with localized thick areas or other features, Mack is prepared to leverage its gas-assist expertise to bring your project to fruition.
For internal gas, boss pin and overspill locations are typically added to non-aesthetic areas of the part to facilitate gas entry and plastic evacuation. Moldflow simulation is often relied upon to understand the filling pattern of a part as this impacts when in the process gas can be turned on, in turn dictating proper zone isolation and/or channel development. Molders also need to be equipped with a supply of nitrogen and a gas control unit that programs the timing and pressure characteristics of the gas process.
Gas assist molding is a subset of plastic injection molding that expands on the capabilities of traditional design and processing limitations. By using nitrogen gas pressure to assist in packing out a part, molders can produce components that are functionally and cosmetically superior, especially when working with thick geometry.





LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China

