
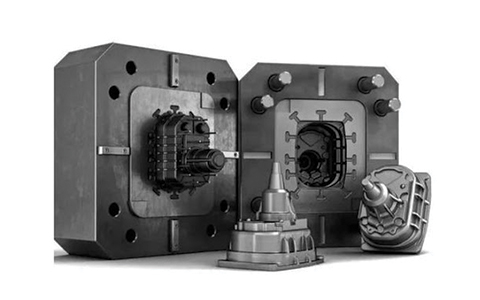
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
TNT Plastic Molding: Home - molding inc
Author:gly Date: 2024-10-15
Uniformity in Wall Thickness: Maintain a uniform wall thickness throughout to mitigate potential issues such as sink marks or voids. Introduce modifications in thickness in a gradual manner.
On the first injection, the part should be attached to the moving mould; on the second injection, the part should be attached to the ejector side of the mould.
2k injection molding(2shot injection molding or double shot injection molding)is a manufacturing process used when referring to molding two materials/colors into one plastic part. This plastic molding technology blends two materials or two different colours materials into one ending plastic part by using 2k injection molding machine.
2k injection moulding is a type of injection moulding, so DFM design guidelines for injection moulding, such as uniform wall thickness, avoidance of sharp corners and even transitions, must also be observed for 2k injection moulding.
While it’s feasible to obtain precise tolerances, it might be beneficial both in terms of practicality and budget to allow for slightly relaxed tolerances in low-volume batches, given the project permits.
SeaskyMedical is distinctively recognized for our steadfast commitment to quality. It is our assurance that every product not only aligns with but exceeds industry standards, achieved through stringent quality controls. Our portfolio encompasses medical enclosures, intricate equipment components, prosthetics, and a diverse range of plastic medical and laboratory disposables.
Structural Reinforcement: Integrate ribs and gussets to enhance structural rigidity without expanding the wall dimensions.
The design of the Cosmetic mating surface at the first and second injection is very challenging and must provide sufficient bonding strength, otherwise flying edges, burrs, rolled edges and flaking can easily occur, especially in 2k injection moulding of hard and soft plastics. Common Cosmetic mating surface designs include stepped and fluted.
The strength of the bond between the base material and the cover material depends on the compatibility between the materials, the process temperature, the bonding surface, the moulding sequence and the design of the internal bonding surface mechanical interlocking structure.
After the first injection of the base material, the mould is opened and then rotated by 180° using the rotatable structure of the injection machine, then closed the mold and start second shot inejction by using a different colour of material or a different material (covering material) than the first injection.
Design Simplification: It is advisable to choose tools that are either single-cavity or have minimal cavities, as opposed to multi-cavity options. Doing so contributes to a reduction in both expenses and fabrication timeframes.
The different TPE models from RTP, as pictured, differ considerably in their compatibility with plastics, even though they all belong to the TPE range (X indicates good compatibility).
Your search for a trusted partner in custom medical injection molding is realized with SeaskyMedical. As an ISO-certified establishment in medical injection molding, we consistently maintain unparalleled standards of excellence. Utilizing only certified materials, our products have garnered extensive trust within the medical industry. All our manufacturing, assembly, and packaging procedures are meticulously conducted in an ISO 8 cleanroom, equipped with the most advanced injection molding apparatus.
When it comes to plastic injection molding, understanding the difference between low volume and high volume is pivotal for decision-making. Below is a comparative table highlighting the key distinctions:
PTS Industrial Ltd is Specializing in precision manufacturing and injection molding parts since 2002. We supply CNC machining (milling&turning) parts and injection molding parts for various industries to customers worldwide.
1) Used in power switches, mobile phone keys, car switches, etc. to meet the requirements of partial light guidance or light transmission.
3)Products that require a multicoloured appearance, such as keyboards, the use of two-colour injection moulding makes them beautiful without the risk of rubbing off during use.
The medical equipment manufacturing industry is responsible for producing surgical instruments, devices, and many more. Since …
Material: For productions in limited quantities, utilizing materials such as aluminum is frequently more economically advantageous compared to hardened steel. This is attributed to aluminum’s machinability and cost-effectiveness, notwithstanding its comparatively reduced longevity.
Because of the different chemical properties of different plastics, their compatibility will directly affect the bonding strength and bonding effect of the bonding surface, not all plastics have good compatibility with each other.
2 shot injection moulding can integrate multiple functions into one plastic part, such as soft-sensitive surfaces, ergonomic design, two-colour appearance, brand identity, feature improvement, noise reduction, shock absorption, water resistance and impact protection, saving design space and reducing the number of components, etc.
The first injection of the base material and the second injection of the cover material are injected out simultaneously, requiring two injection nozzles on the injection machine, each injecting a different colour or a different base material and cover material.
The two plastics are injected on the same injection moulding machine and moulded twice, but the product only comes out once. Therefore, two-colour injection moulding is usually done by one set of moulds and requires a special two-colour injection moulding machine.
A toothbrush is a product that combines hard and soft plastics. A hard plastic is used for the main part of the toothbrush to provide sufficient strength; a soft plastic is used for the part that comes into contact with the hand to ensure a tactile feel; at the same time two-colour injection moulding provides the toothbrush with a colourful appearance.
Seasky Medical serves you with medical injection molding solutions from design to tooling to material selection and manufacturing. Contact our specialized team and solve your problem now.
Low-volume injection molding is a refined manufacturing process tailored for the fabrication of limited quantities of plastic components. This method contrasts with high-volume or mass production techniques which generate extensive batches of uniform components. The growth in demand for bespoke, specialized products, coupled with the burgeoning emphasis on rapid prototyping in product evolution, underscores the pivotal role of low-volume injection molding in contemporary manufacturing.
Surface Specifications: Should a specific texture or finish be mandated, it’s imperative that the mold’s design encapsulates these requirements.
Low-volume injection molding plays a pivotal role in contemporary manufacturing due to its adaptability, cost efficiency, and superior quality. Collaborating with esteemed partners such as SeaskyMedical ensures a commitment to excellence. Whether introducing a novel product or searching for a reliable production ally, the implementation of low-volume injection molding offers significant
In today’s fast-paced market landscape, time is of the essence. Focusing on smaller production batches, low volume injection molding inherently leads to reduced lead times. This translates to accelerated product launches and the capability to rapidly adapt to market demand fluctuations.
Today I’m going to show you an article to let you understand 2k injection molding in 2022!(2k Injection Molding Factory/Expert/Supplier based on China.)
Given the fewer components produced, there is an amplified focus on quality assurance. This guarantees that every component aligns with established benchmarks and maintains stringent tolerances. Such rigorous precision is vital, especially in sectors where meticulous accuracy is non-negotiable.
Beyond mere molding, SeaskyMedical offers holistic solutions. Our expertise encompasses product design, development, material consultation, mold creation, injection mold design, and an array of supplementary services. Our reputation as a leading medical device injection molding firm is anchored in our ability to custom-craft injection molded components while strictly adhering to medical industry protocols.
This process allows companies to produce parts efficiently, adhering to tight tolerances, and ensuring the implementation of best practices for a better surface finish, even when the quantities are limited. Such flexibility is invaluable, especially during the early stages of product development or when introducing a new product to the market. By employing low volume injection molding, companies can test the waters, gather feedback, and make essential modifications before diving into mass production. In essence, it offers a bridge between initial design considerations and full-scale production, ensuring that products are market-ready and meet the desired quality standards. Low volume injection molding is a great option for businesses looking to produce plastic parts and products in smaller quantities. Using this technique, you can save time and money on production costs while still maintaining quality.
(1) Insert/over moulding is done using a common injection moulding machine, where the product is taken out from one mould and then put into another mould for a second injection moulding.
2k injection moulding is the simultaneous injection of two plastics at once in a dedicated two-colour injection moulding machine.
The weight difference between the base material and the cover material should not be too big different, otherwise it will affect the moulding cycle and injection pressure etc.
Low volume injection molding grants the liberty to make design alterations between production batches. Such adaptability is indispensable, especially when incorporating feedback or aligning with market dynamics. With a limited number of components in each batch, design modifications are both more feasible and economical.
Contrary to the significant capital expenditures required for mass production, largely due to tooling and setup costs, low-volume molding presents a cost-effective alternative. This approach refines the supply chain, yielding significant cost efficiencies and augmented adaptability. Such merits are particularly advantageous for nascent enterprises and entities with constrained financial resources, enabling them to fabricate premium-quality components without overextending their budgetary provisions.
After the second opening of the mould, the moving mould, which has already been injected twice, will ejected the plastic 2k part.
Seasky Medical serves you with medical injection molding solutions from design to tooling to material selection and manufacturing. Contact our specialized team and solve your problem now.
Even for limited productions, executing a mold flow assessment is instrumental in pinpointing potential complications such as weld lines or air entrapments.
In the plastics family, only ABS and polysulfone (PSU) surfaces can be plated. If a partial area or a single side of the product requires plating, the plated area should be injected with ABS and the area that does not require plating should be injected with other materials such as PC.
3) Compared to insert/overmold injection moulding, 2k injection moulding does not require the insertion of inserts, resulting in shorter and more efficient moulding cycles, as well as higher quality.
Plastics are different, their chemical properties are different, and their compatibility will directly affect the bonding strength and bonding effect of2 K injection moulding/double injection molding.
2)Application to hand-held products such as walkie-talkie housings, toothbrush handles, power tool handles, spanners and thermoses to improve feel.
Selecting an optimal low volume injection molding service is of paramount importance. Please consider the following critical factors when making your decision:
After the 1st injection, if the surface of the part fits directly into another fixed mould, it should be ensured that the plane has a sufficiently large release slope to avoid scratching when the mould is closed.
Therefore, when designing products for two-colour injection moulding,The first and most important thing is to choose the most suitable substrate material and covering material。
The world of low volume manufacturing is vast and ever-evolving. With the rapid strides in technology and changing consumer demands, the methods we employ to produce goods must also adapt. Among the plethora of manufacturing methods, injection molding has emerged as a dominant force, especially in the realm of plastic parts production. But, as with everything, the nuances matter. Not every product demands mass production of parts. Sometimes, the need is for fewer, specialized parts without compromising on quality. Enter the realm of low volume injection molding—a specialized niche that caters to specific project goals. This guide aims to shed light on the intricacies of low volume injection molding, its benefits, and its significance in today’s manufacturing landscape.
Assembly Considerations: If the component is to be integrated with others, prioritize its ease of assembly during its design stage.
When the internal bonding surface is too small, the roughness can be increased by nibbling on the bonding surface on the one hand, and mechanical interlocking structures can be designed on the other.
The Draft Angle is important for two-colour injection moulding because it determines which mould the part is attached to during the rotation process.
The chart above can be used as a general selection guide only. It is always best to contact your plastics supplier for a more professional opinion when selecting a specific material type. You can contact us too! info@ptsindu.com

Ensure the chosen material aligns with low-volume production requirements. Certain specialty or bespoke materials may not be accessible in limited quantities or might incur significant costs.

2)The difference between the melting temperature of the base material and the covering material does not exceed 30-60°. The melting temperatures of common plastics are shown in the following chart.
2) The plastic is in a molten state throughout the entire process of two-colour injection moulding, with no cooling shrinkage, which means that there is the opportunity to form a strong chemical link between the base material and the overlay material, with high strength and reduced risk of burrs occurring.
In this article, the first injected material is referred to as the base material and the second injected material is referred to as the overlay material.





LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China

