
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
Polypropylene | Custom Injection Molding Manufacturing - polypropylene molding
Author:gly Date: 2024-10-15
The mold assembly is time-consuming work. It includes adjusting the dimensions that are not in place during machining, making all the moving parts fit with appropriate tightness, and debugging the issues that were not anticipated in the design stage. The more complex or the more expensive the mold is, the longer it takes to match the mold. For example, a 10,000-dollar worth of mold may take 50-100 hours to match.
The rationality of the design, such as the design of the gate and the arrangement of cooling channels; the precision of the machining, with minimal marks from later refinements; and a manual test of pushing the ejector plate, which should move smoothly, indicating overall machining accuracy.
It makes sense to know what are the most common percentage of each cost, so you will know if the quotes you receive are calculated properly, and if the prices are competitive:
In contrast, the hardness of pre-hardened tools typically ranges from HRC28 – 40. These are made from steel that has undergone a pre-hardening process, eliminating the need for heat treatment and allowing for direct machining to the final dimensions.
Material costs generally constitute 20-35% of the total mold price. However, for some larger and simpler molds, the material costs can represent 60-70% of the total cost, such as the chair shown in the example below.
For instance, the type of injection mold depicted in the right-hand image, used for manufacturing dispenser caps, typically costs between $12,000 and $18,000.
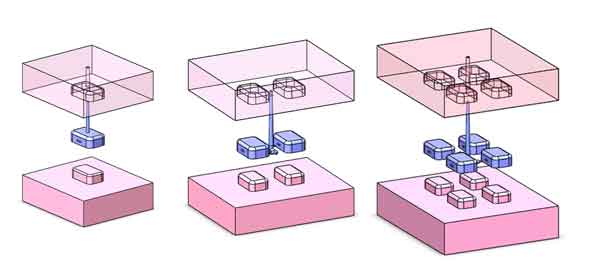
When the product size is L*W, and there are 2 cavities, then the distance between cavities R, and the distance from cavities to edges T1, T2 can be obtained from empirical formulas, so we can get the length and the width of the cavity plate Lca and Wca,
Make sure the length (L) is bigger than the width (W), otherwise, their values will switch automatically.Note: Maximum value for L, W and H: 600mm Minimum value for L, W and H: 8mm (please use 8mm if the value is smaller)
Simple geometric molds can be efficiently machined using larger milling tools, requiring less time. In contrast, molds with complex shapes necessitate the use of smaller milling tools for detailed work, and some parts may require EDM (Electrical Discharge Machining), significantly extending the machining time.
Tax and profit: Except for the tax and other overhead fees, a reasonable profit margin should be around 15-30%. Sometimes it may be a little higher for more challenging jobs, the extra profit is for the risk (uncertainty) the mold maker is going to take. Remember the mold manufacturer is responsible for delivering the final result, which is the injection mold that can smoothly produce the plastic parts with good quality, but not merely making a mold that ends up with excessive molding defects.

The majority of mold prices fall between $1,000 and $10,000. However, the cost of some large-scale molds, such as those used for automotive parts, can reach several hundred thousand dollars.
Tip: The hardness of through-hardened molds generally falls between HRC46 – 54. They are used exclusively for high-volume production or with high-temperature plastics such as PPS, PEEK, and PES.
If you’re considering outsourcing a plastic injection molding project, you might be curious about how to secure a reasonable price for the injection mold. In this article, we’ll break down the cost calculation for an injection mold. We’ll delve into the hourly rates associated with each manufacturing process, along with the key factors that influence the mold’s cost.
However, for some plastic parts with special requirements, the price calculated by this calculator will be low, such as this LED lamp lens, which will give a much lower price than the actual price. This is because the lens has high requirements for the projected light pattern, and its geometric shape accuracy is very high.
This calculator will give 2-3 prices, each corresponding to a different complexity level, so that you can get a price range that provides a better reference. Each price provides a cost breakdown and their percentage.
Likewise, we will do the same calculation for the other steel plates and sliding components to get their weight and costs, and add them together.
When calculating the raw material dimensions, some allowance needs to be added to the length, width, and height. Then we have the material weight of the Cavity Plate.
Here are some examples of mold prices to verify the accuracy of the mold price calculator. It can be seen that for plastic products with general complexity and accuracy, its valuation is still close.
Medium-sized manufacturers might offer less focus on your project and cannot guarantee their technical proficiency, similar to smaller factories.
Depending on the size and complexity of the mold, the design fee usually ranges from $100 to $300, sometimes could be even higher.
The hardness of standard mold steel ranges from HRC28 to HRC54. Mold steels with higher hardness require heat treatment followed by precision machining, making the harder molds more expensive due to the longer processing time.
Although the complexity of injection molds may differ, with some displaying elaborate designs and multiple moving parts, their fundamental structure remains unchanged.
As mentioned above, some costs, especially machining and assembly fees, cannot be precisely estimated when calculating quotations. Only the fuzzy quotation method can be used. The so-called fuzzy quotation is that it will be the quotation actually slightly upward than the actual cost, but there is also the possibility of downward fluctuation. And the upward and downward fluctuations between different costs may offset each other, to achieve the overall fluctuation is not very large.
Our online mold cost calculator will help you determine an appropriate price for your mold and explore ways to potentially reduce the mold investment.
Processing costs depend on the type of equipment used and the time it takes to complete the process. Accurately predicting processing time is difficult, whether through human estimation or using 3D simulation software. As a result, mold pricing often relies on estimates.
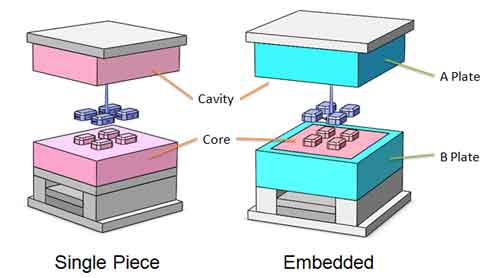
Since the steel for the Core and Cavity are made of more expensive steel, they are often embedded into the A/B plates so they can be made smaller.The calculator will automatically compare the results of embedded and single-piece designs and choose the better option.
Sometimes, electrodes can be made small, but at other times, they must be as large as the entire part. The material costs and machining expenses of these electrodes contribute to an increase in the mold’s cost.
This online injection mold cost calculator uses the part dimensions, the number of cavities, and the number of slides to calculate the mold dimensions and then estimate the mold price. It is not 100% accurate but can provide a close enough estimation.
As the mold size increases, the Price Factor decreases. Small molds have lower material costs, yet the reduction in other expenses is not as significant. Conversely, with larger molds, the increase in other costs does not scale proportionally with the rise in material costs.
Where P20 – low end; 718H (medium); H13 (high end), these mold steels are the most commonly used.C45 is also sometimes used in low-end applications.
There are 3 options here: no slider, 1 side of sliders and 2 sides of sliders Note: If there are multiple sliders on the same side, they are considered 1 side of sliders.
Although the price of mold steel, which ranges from $2 to $20 per kilogram, might suggest that mold costs are relatively high, this isn’t necessarily the case. Material costs alone can make up 20% to 35% of the total mold price, and can even surpass 50%.
Upon closing, the Core Plate, Cavity Plate, and Slider form a sealed compartment where the plastic material is molded and solidified. Once the mold opens, these parts disengage, allowing the release of the solidified plastic item.
As the ejector plates move upwards, they drive the ejector pins, which then eject the cooled plastic part from the mold.
HanKing Mould Enginering Ltd. started the china custom plastic mold business in the year of 1996 as a plastic mold manufacturer China in the line of the plastic injection mold and precision molded plastics in Longgang, Shenzhen, China. With continuous developments and progresses, HanKing Mould has become a professional mould manufacturer offering custom injection mold design services, plastic moluld project management services, plastic mold manufacturing services, mold trial services, quality control plastic injection moulding services, and semi-finished & finished plastic molds assembly services.
Certain features require EDM (Electrical Discharge Machining) to be completed, utilizing electrodes made from copper or graphite.
An injection mold consists of several precision-engineered steel parts. These parts are meticulously shaped and honed to specific dimensions and tolerances, then assembled to form a complete mold. This assembly serves as the vessel for injecting, shaping, cooling, and solidifying of molten plastic to form the finished part.
A mold consists of many parts, each requiring various machining processes, making its cost calculation complex. While determining the cost of materials can be relatively straightforward and precise, calculating processing costs is more challenging.
Molds featuring a higher number of cavities often employ hot runners to ensure even pressure and flow distribution at each gate. Such molds demand greater dimensional uniformity across cavities, posing higher risks for the mold maker. These elements contribute to an increase in pricing.
To provide a quotation for a mold, it’s necessary to first design the mold structure. Following that, you calculate the cost of materials, estimate machining and additional costs, and then finalize a quote for the mold.
Based on the size of the plastic parts, the number of cavities, and the basic structure (whether there are sliders, cores, two-plate molds or three-plate molds, etc.), we can calculate the size and weight of the steel plates and then get the cost of them.
In the above quotation methods, each cost is estimated separately. But in actual operation, mold factories often use simpler methods, that is to calculate material costs first and multiply by a price factor according to the mold size, complexity of the mold and so forth.
Machining is the most expensive part of the mold. The cost also depends on the type and grade of the machining equipment. The hourly rate of top brand equipment is 2-3 times higher than that of ordinary equipment.
The cost calculation of the injection mold starts from the material cost. First, we will calculate the costs of the main steel plates.
Small mold manufacturers may devote more attention to each project, but their capabilities vary widely. Some may lack the necessary skills to achieve quality results, so discernment is crucial.
The complexity levels are divided into five categories: very simple, simple, medium, complex, and very complex. A “simple” classification indicates minimal small details, lower precision requirements, fewer and smaller sliders, and lower ribs. On the other hand, a “complex” classification suggests the presence of more intricate details, higher precision, larger and more sliders, and taller ribs, essentially the reverse of the simple category.
Now, to help you better understand how the mold cost is calculated, let’s take a look at an example in the table below. Please note that we have given the hourly rate of different processes, so that you can understand how each cost is calculated.
Due to the common occurrence of undercuts in the designs of plastic parts, injection molds frequently include sliding mechanisms. These mechanisms are primarily of two types: one that transforms vertical movements into horizontal ones using inclined rails, and another that employs hydraulic or pneumatic cylinders for movement.
A successful plastic molding project starts from a good mold design, which requires a lot of skill and experience and often involves teamwork. Designers, mold makers, and others collaborate and combine their input to find the best option.
Following the concept of customer first, HanKing Mould dedicates to being a trustworthy China plastic mould manufacturer by designing and manufacturing plastic injection molds, providing custom plastic molding manufacturing and services according to every individual's requirements. Hanking Mould's successes are ensured by strict management capability, professional technical knowledge, advanced plastic tooling equipment, and highly-recognized injection molding services. We are pursuing better quality and technical capability to meet the demands of increasing plastic mould manufacturing markets.
Tall ribs/posts are equivalent to deep grooves/holes within the mold, requiring the application of Electrical Discharge Machining (EDM). Additionally, this will present challenges during the injection molding process and elevate the manufacturing cost of the components.
The cost of molds based on weight typically ranges from $8 to $50 per kilogram. This variation is influenced by the type of steel used for the mold, as well as the mold’s complexity and size.
There are many types and grades of hot runners, with prices ranging from a few hundred to several thousand dollars, and they require the use of a temperature control unit. While hot runners offer significant benefits, they also lead to an increase in costs.
This is because achieving higher accuracy necessitates the use of more sophisticated and expensive equipment, as well as slowing down the tool’s movement (feeding) to reach the desired level of precision.
♦ Product material: PP♦ Product dimension: 150*150*15mm♦ Mold material: 718H♦ Number of cavities: 1♦ Ejection method: ejection plate
These are the results obtained from the simulation calculator. If you would like a more accurate and realistic manual quote, please contact us
We are a responsible China plastic injection molding supplier and plastic mould making company and have rich experience in supplying custom plastic injection molding service for many years. Our production sites have been accredited with the certification of TS16949, ISO 14001 and ISO 9001, etc. You can fully trust our production sites, products and place your orders. Click the right side plastic mould manufacturer video to know more about HanKing Mould plastic mould making capabilities. And Welcome to make an enquiry to us!
Large mold manufacturers possess strong technical capabilities, yet they may not prioritize your project as highly. Although the risk is lowest with large manufacturers, collaboration with them might lack flexibility and adaptability.
The ejecting mechanism consists of ejector pins and the top and bottom ejector plates, playing a crucial role in seamlessly releasing the formed parts from the mold.
Since it is hard to estimate the machining time accurately, we can only make an approximation based on the size of the plastic part and the actual processing cost of similar parts in the past.
A skillful designer’s hourly rate can be 30 to 40 dollars, this sounds a bit high, but they can finish the design of 8-10 simple injection molds in a day (12 hours), so their charge is reasonable for their output.
Before you make the final decision to place the order, it makes sense to ask 2 or 3 suppliers to submit you the cost break down for the mold, so you will know whether the costs have been calculated correctly, and which supplier appears to be more professional in the quote process.
This is due to the fact that pricing is based on the mold’s net weight, yet the actual material used often exceeds this amount. Furthermore, the pricing doesn’t account for mold accessories, which are sold as complete products not priced by weight, nor does it include the materials for electrical discharge machining (EDM), such as copper or graphite electrodes. These factors add complexity to the mold’s pricing structure.
If a small mold manufacturer quotes a base price, a medium-sized manufacturer may quote 1.5 to 2 times that amount, while a large manufacturer might quote 2 to 2.5 times the base price. This variation is due to differences in overhead costs and profit expectations among the manufacturers.
The top ejector plate has many holes for installing and positioning the ejector pins, whereas the bottom ejector plate lacks holes and serves to push the ejector pins.
LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China






