
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
How to Estimate Injection Molding Cost? - plastic injection molding
Author:gly Date: 2024-10-15
Overmolding creates a powerful molecular bond by optimizing the co-polymerization of the two substrates (one of which is usually hard while the other is soft). The ability to create a molded unit from two different types of materials in one process is the biggest advantage of the overmolding process.
Insert Molded Solution: An alternative design was formulated which separated the extension lumens into a circular pattern, allowing for more space between the mandrels and preventing them from touching during molding. This was a success and today our solution is still utilized where there are more than 3 lumens in a catheter assembly.
Unique Challenge: In 1983, a Baxter engineer approached Aberdeen Technologies with a revolutionary product idea to create a multi-lumen heart catheter using insert molding. At the time this had never been done before. All catheters were assembled using a pre-molded manifold and then gluing the extension lumens in place. This slow and inefficient process resulted in high rejection rates and hazardous adhesives for the medical industry
Injection Molding involves heating thermoplastic resin to a molten state and injecting it into a steel mold. There are two ways to accomplish this, insert molding and overmolding.
Initial Complication: The greatest challenge was ensuring the channels were not touching one another, which would result in leakage between the passageways when fluids were introduced into the assembly during a surgical procedure. The first design featured a flat "Y" shaped manifold. Unfortunately, keeping the mandrels from crossing paths during injection molding proved incredibly difficult. Even minor shifts caused channels to touch, compromising the integrity of the final product.
Since we have already known the purposes of the nylon plastic injection molding material, now let’s take a look at some of its key properties and features. The Nylon plastic is a condensation copolymer that consists of several different types of monomers combined with each other. It is able to be produced in many different ways, usually starting with distillation from crude oil, but is also able to be made from biomass. Nylon falls into the thermoplastic (as opposed to “thermoset”) material classification, which describes how the material responds to heat. When heated to their melting temperature, the thermoplastic materials will liquefy (a temperature as high as 220 degrees Celsius for the Nylon plastic). One of the major advantages of the thermoplastic materials is that there will be no significant degradation after they go through the process of heating to their melting temperature, cooling and reheating. Thermoplastics like the ABS plastic will not burn. Instead, they will become liquid, so they can be easily injection molded and then recycled. On the contrary, the thermoset plastic materials only allow for one-time heating (especially during the plastic injection molding process). When being heated for the first time, the thermoset materials will set (like a 2-part epoxy), leading to a chemical alteration that is impossible to reverse. If you ever try to heat a thermoset plastic material to a very high temperature for a second time, it will burn. This is the characteristic that defines the thermoset plastics.
Nylon plastic injection molding material can be used in a great diversity of application projects, including clothing, rubber material reinforcement such as car tires, applications as a rope or a thread, as well as a great number of plastic injection molded vehicle parts and mechanical equipment. It is especially strong, resistant to abrasions, moisture absorption and chemicals, as well as durable, elastic and easy to clean. Nylon is able to be used to replace the low strength metal materials. By virtue of its strength, temperature resilience and chemical compatibility, it is the ideal plastic material for production of vehicle engine components.
Thermoplastic and thermoset resin are the two main types of plastic used for the injection molding process. Thermoplastic can be reheated multiple times while thermoset cannot. For example, a milk jug is a thermoplastic, while a tire is a thermoset.
Molding inserts are the established, or pre-formed, parts that the thermoplastic resin will mold around during the insert molding process. These require special attention, as not all parts may be suitable, so they have to meet strict temperature and pressure resistance requirements.
Aberdeen Technologies’ Reputation: Today, Aberdeen Technologies continues to be a leader in complex insert molding parts, such as helping develop devices with smaller footprints and ever-thinning lumen diameters. This pioneering work on multi-lumen heart catheters stands as a testament to our commitment to innovation in insert molding and patient safety.
While Insert Molding and Overmolding share the fundamental concept of molding plastic around existing components, they differ in the number of steps involved and the nature of the resulting product. Insert molding is often a single-shot process, whereas Overmolding is a two-shot process.
Nylon, usually referred to as “PA” (chemical designation, e.g. PA 6 or PA 6/66), often comes in black, white or its natural color (off white or beige). Nylon 6/6 is perhaps one of the most commonly seen variants for engineering applications. Thanks to the fact that it can be extruded, nylon 6/6 is a good choice for both plastic injection molding and 3D printing. Its high melting point makes the material an ideal replacement for metals in applications under high temperature conditions (e.g. in the engine compartment of a car).
This process not only lowers assembly and labor expenses but also grants manufacturers greater design flexibility without requiring any sacrifices in the structural integrity of the part. Insert molding is revered as one of the best methods to manufacture lightweight and compact parts that are reliable, durable, and fully functional.
The Nylon plastic injection molding is also able to be used in conjunction with a great number of additives for production of various variants with an extensive range of different features and properties. Now, let’s take a look at how a composite gear is made by combining both Nylon and carbon.

Overmolding, is an effective manufacturing approach employed by industries to manufacture complicated components that are too complicated and uneconomical to produce using a single molding process.
More recently, some 3D printing technologies have been used to overmold objects of two or sometimes more materials. One material is commonly known as the substrate. The substrate is either partially or fully covered by a second material referred to as the overmolded material. The substrate material can be anything from metal to plastic or glass.
In addition, the nylon material is also able to be negatively affected by exposure to UV rays mainly from direct sunlight. As a result, before the plastic injection molding process, a UV stabilizer is usually added to the plastic.
Overmolding differs from insert molding as it involves the use of two separate materials to produce a single molded product. Overmolding is still a part of the injection molding family and deals delicately with the molding insert. A common use case for this specific type of molding is cable overmolding or micro molding.
With regard to unfilled nylon grades, the shrinkage rate is usually between 0.01 and 0.015 mm/mm (1 – 1.5%). The addition of glass fibers is able to limit the shrinkage rate to 0.3% in the flow direction (but may be up to 1% in the cross-flow direction). Mainly, the crystallinity and moisture absorption levels are the 2 factors that affects the post-molding shrinkage rate, while the actual shrinkage rate is a result of multiple combined conditions, including part design, wall thickness and processing environment.
The molds used in insert molding, over-molding, and injection molding are made up of steel plates, water lines, and ejection pins, with other components as needed. A simple open-shut mold is a mold that can be pulled apart without any slides or other components getting in the way.
Overmolded material is often rubber or thermoplastic. Overmolding can be used as a double injection molding process, often resulting in either a chemically bonded part of the materials being mechanically interlocked. The types of products that are overmolded include scissors and medical products such as cannulas, needles, tubing, and catheters.
Inserts typically have to have undercuts or bosses in order to provide better retention strength with the molded plastic.
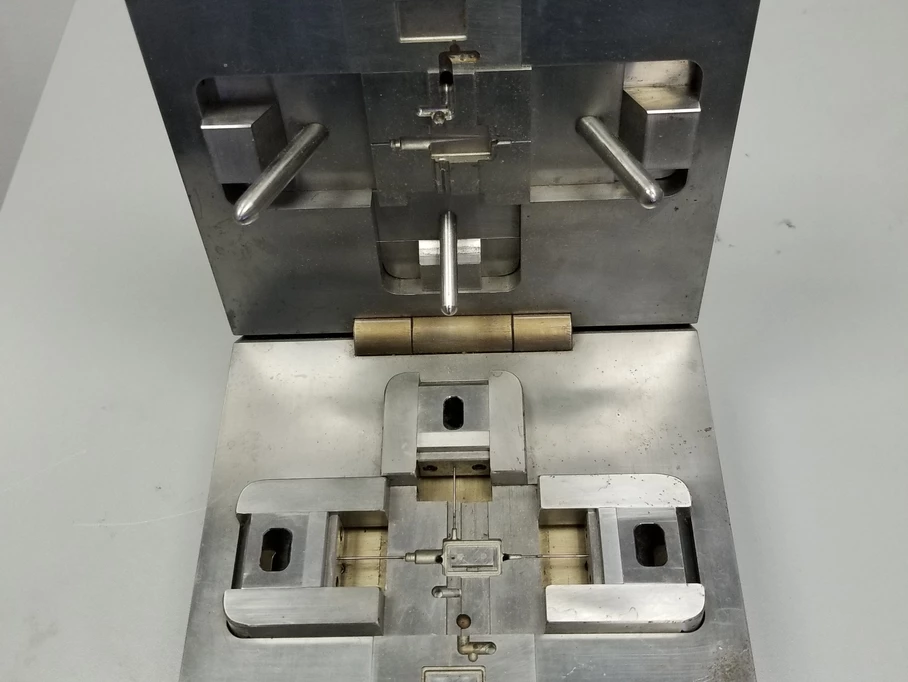
Our Innovation: Our proposed solution involved placing stainless steel wire mandrels through individual extension lumens, then positioning them into separate passageways in a multi-lumen extrusion. This assembly was then placed in a mold and polyurethane was insert molded in the shape of a manifold. Afterward the mandrels were removed, leaving unobstructed passageways in the plastic manifold connecting the extension lumens to the multi-lumen extrusion.
Another consideration is if the mold can close off to the insert so that there isn't any blow-by, meaning the plastic will blow past the insert during manufacturing, causing a flange or additional plastic that will need to be trimmed off.
The most commonly used types of nylon are Nylon 6, Nylon 6/6, Nylon 66 and Nylon 6/66. The numerals in the nomenclature indicate the quantity of carbon atoms between acid and amine groups, while the single digits, such as 6 mean that the plastic is produced from a single monomer in conjunction with itself (i.e. the molecule in general is a homopolymer), the two digits, such as 66, mean that the plastic is produced from several monomers in conjunction with one another (comonomers), and the slash means that the plastic is made up of multiple comonomer groups in conjunction with one another (that is to say it is a copolymer).

Despite the fact that the Nylon injection molding plastic was first discovered and patented by Dupont’s Wallace Carothers, it was not produced (as Nylon 6) until 3 years later in 1938 by a German research chemist, Paul Schlack who then worked at IG Farban, by employing a different approach. At present, it is now produced by a great number of companies worldwide, each usually having their own manufacturing processes, exclusive formulas and trade names.
In both Insert Molding and Overmolding, molds play a pivotal role. Mold components, including mold cavity design, pins, and alignment tools, guide the plastic during the manufacturing process. Selecting the right mold design is essential to ensure the desired outcome in terms of product quality and structural integrity.
The injection molding process starts by introducing thermoplastic resin into a hopper. The resin then undergoes heating, reaching temperatures ranging from 300° to 650° Fahrenheit, causing it to melt. Once in a molten state, it is then pressurized and injected into a sturdy steel mold.
Generally, this manufacturing process is carried out on a machine specially designed and built to carry out a double injection in a single cycle. The first stage involves injecting one type of plastic into a mold. On completion of this insert molding process, the machine rotates the plastic mold automatically before injecting another type of plastic into the mold. This is what is known as overmolding.
Insert molding is a manufacturing technique that involves encasing an established part, typically metal, with thermoplastic resin to create a single, integrated unit. Examples of insert molded applications include electrical wire harnesses, multi-lumen catheters, knife blades, and screwdrivers.





LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China

