
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
Meusburger: A case study in all-round service - best plastics for machining
Author:gly Date: 2024-09-30
Today, 26 e-motion injection moulding machines – each with a clamping force of 2200 kN – are deployed in the cleanroom. They all operate 24/7 with a utilisation of well over 90%.
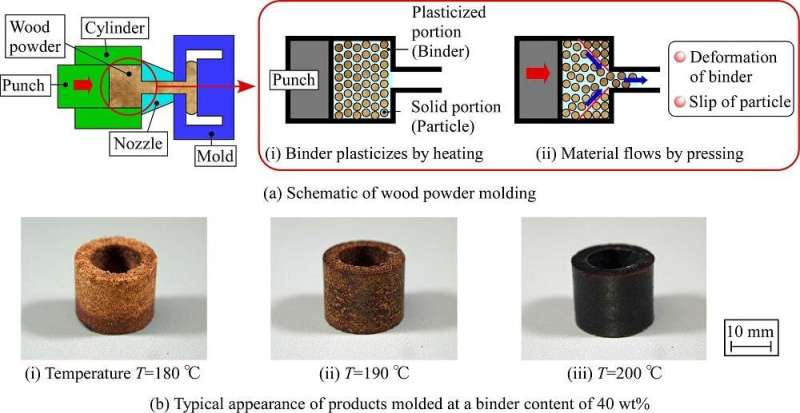
As a result, the wood powder with the sucrose flowed at temperatures above 180 ºC, although flow was restricted above 220 ºC due to the effect of gases evolved from the sucrose. The minimum sucrose content required for flow was 30 wt% within the temperature range of 180 to 200 ºC. The material was filled in the mold under optimized conditions, and the product with good surface texture was molded at a sucrose content of 30 wt% and 200 ºC.
This proposed method allows the fabrication of products from naturally occurring materials with minimal environmental impact.
The material poses a further challenge because PP has a lot of shrinkage. On the other hand, it offers benefits in other areas. While filter housings are often produced from polycarbonate, Fresenius Medical Care deliberately chose polypropylene because it is significantly lighter and therefore boosts efficiency in both logistics and waste management.
We keep our content available to everyone. Consider supporting Science X's mission by getting a premium account.
Shohei Kajikawa and colleagues at The University of Electro-Communications and Kyoto University developed injection molding of wood powder with sucrose, which is a natural binder, for fabricating products based on natural resources effectively.
Focusing on one type of machine also contributes to the goal of maximum production stability. "The CC300 control unit of the ENGEL machines with its large display is genuinely intuitive to operate and helps us achieve great process stability. And at the end of the day, that gives us better quality." points out Eric Biguet, a set-up technician responsible for smooth production operations. "
More information: Shohei Kajikawa et al. Molding of wood powder with a natural binder, Procedia Engineering (2017). DOI: 10.1016/j.proeng.2017.10.747
According to its own statements, Fresenius Medical Care is the world market leader in the treatment of kidney disease. "At least one Fresenius Medical Care product is involved in every second dialysis performed worldwide," explains the project manager, Alain Philibert.
"ENGEL also customises the machines to meet highly individual requirements. That's what characterises our collaboration with ENGEL." emphasises Robin-Rivoire. Digital solutions, such as the iQ smart assistance systems from the inject 4.0 program, are currently being evaluated.

"E-flomo helps us respond quickly if the flow stalls in a circuit," says Branchereau. "That gives us a good safety margin, especially at night when there are fewer machine operators on duty."
The cylindrical filter housings are particularly demanding. They are injection moulded from polypropylene in a 4-cavity mould. The wall thickness is 1.5 mm throughout, but the filigree structures at the ends, each with a circular undercut, require a sophisticated injection profile to be completely filled. Injection takes place from two sides at the centre of the cylinder. There are two core pulls for each cavity that move out to the left and right respectively for part removal.
Use this form if you have come across a typo, inaccuracy or would like to send an edit request for the content on this page. For general inquiries, please use our contact form. For general feedback, use the public comments section below (please adhere to guidelines).
Energy efficiency, but also material efficiency, is a focus of continuous product development at Fresenius. You can see one example of this by following the path of freshly injection moulded dialyser housings. After a short interim storage period, they are filled with the hollow fibres, which are also produced on-site, and tightly sealed with yellow lids made of polyurethane. It is only after steam sterilisation that the yellow lids are replaced by functional closures in blue polypropylene. The polyurethane lids are disposable parts, and that is precisely what is due to change.
"We have developed new closures with a core made of glass-fibre-reinforced polypropylene," Alain Philibert reports. "They are so robust that we can reuse them up to 50 times."
Your email address is used only to let the recipient know who sent the email. Neither your address nor the recipient's address will be used for any other purpose. The information you enter will appear in your e-mail message and is not retained by Phys.org in any form.

"The e-motion machines ensure high dimensional accuracy across all cavities," as Branchereau points out. "This is all the more important because we assemble the cartridges in a fully automated process."
In the production of plastic components for dialysis products in the cleanroom, maximum precision is required for every shot. The task is to combine precision with process stability and cost effectiveness. Fresenius Medical Care masters this challenge with all-electric high-performance injection moulding machines by ENGEL.
"We have to be able to rely on the machines' repeatability, and we need maximum precision and absolute cleanliness," says Laurent Branchereau, head of the injection moulding shop at the plant, explaining the choice of machines. Every four hours, random samples of the parts are visually inspected and the critical dimensions are measured.
Biomass materials such as wood are environmentally-friendly alternatives to fossil resources. As an example, wood is typically non-toxic and carbon neutral. Furthermore, wood can be produced in a sustainable manner by appropriate planting and trimming of trees. Therefore, the use of wood resources as industrial materials is an important aspect for realizing a sustainable society.
Each FX-class filter cartridge needs six thermoplastic components, which Fresenius Medical Care SMAD injection moulds in L'Arbresle, about 20 kilometres northwest of Lyon. The components include the transparent cylindrical housing and the blue caps that seal the cylinder with the hollow fibre bundle at the top and bottom and house the connections for the dialysis fluids.
Get weekly and/or daily updates delivered to your inbox. You can unsubscribe at any time and we'll never share your details to third parties.
"iQ clamp control is particularly interesting for us," says Philibert citing an example. The smart assistance system determines the optimum clamping force for the injection moulding process in question. In most cases, the optimum clamping force is lower than the value set manually. Clamping force correction then not only improves quality consistency, but also saves energy. The trend towards greater sustainability has long since arrived in medical technology, too, and not just following the rapid rise in energy prices.
Six moulds, for three different cylinder diameters, are currently deployed in cylinder production at L'Arbresle. In total, the FX dialysers are available in five sizes. The version used depends on the patient's size and weight. A mould change is scheduled at least once a week. This was already taken into account in the design of the machines. The e-flomo electronic temperature control water manifold systems, for example, were installed outside the mould area to allow flexible mounting of different sized moulds. Each mould has a different number of cooling circuits.
The lives of two and a half million people with chronic kidney failure depend on what look like inconspicuous plastic cylinders at first glance: dialysers are the central element in dialysis (artificial kidney) machines. On closer inspection, the FX-class series dialysis cartridges by Fresenius Medical Care are highly sophisticated. They contain up to 20,000 hollow fibres as wide as a hair with microscopic pores, through which toxins, urea, excess salts and water are removed from the blood during haemodialysis. The process takes four hours. The patients need to be connected to the machine three times a week.
"In-house production makes us more flexible," as technical director Thibaud Robin-Rivoire explains. "We can very easily adapt products to our customers' requirements, especially since these requirements regularly change."
Incorporating wood into industrial applications requires effective processing methods. Wood products are generally shaped by cutting processes because the deformability of wood is inferior to that of metals and plastics. Therefore, much of the original material is turned into waste chips or powder during the cutting process.
In the molding process, the binder plasticizes upon heating and the material, which is composed of the wood particles and the binder, flows due to the deformation of the binder and the slip of the particles. The binder solidifies between the particles upon cooling, and then the material is self-bonded. Fluidity of the material is important for improving moldability, and changes drastically with molding conditions, such as temperature and binder content. Therefore, effects of added sucrose on the moldability of the wood powder were investigated, the molding conditions were optimized by thermal analysis, capillary flow test and injection molding.
The top priority is uncompromising quality, and it was also a quality-driven decision to exclusively equip the location with all-electric injection moulding machines from ENGEL's high-performance e-motion series.





LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China

