
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
Injection Process Monitoring & Control Adds Multi-Component Molding,
Author:gly Date: 2024-09-30
The performance characteristics to be expected, including in areas such as pressure drop; shear rate in the hot runner; shear rate at the gate; and the temperature increase as a result of that shear rate can be derived. For thermal uniformity, a Finite Element Analysis (FEA) is a good predictor of manifold temperature variation due to the design of the hot runner. By adjusting the design — including the number of heater zones, thermocouple placement, melt channel layout sinks and manifold profile — the designer can optimize the thermal uniformity of the manifold prior to manufacturing.
August 29-30 in Minneapolis all things injection molding and moldmaking will be happening at the Hyatt Regency — check out who’s speaking on what topics today.
Learn about sustainable scrap reprocessing—this resource offers a deep dive into everything from granulator types and options, to service tips, videos and technical articles.
While prices moved up for three of the five commodity resins, there was potential for a flat trajectory for the rest of the third quarter.
About the author: Sheldon Alexander is hot runners business manager for Husky. He has more than 20 years of global industry experience, traveling the world to help optimize injection molding applications for customers in more than 40 countries. Alexander has experience managing highly skilled teams across many functions in the injection molding value chain and holds several technical patents in the industry with specific expertise in hot runners. Contact: 905-951-5000; salexand@husky.co; www.husky.co
Here are processing guidelines aimed at both getting the PHA resin into the process without degrading it, and reducing residence time at melt temperatures.
Across all process types, sustainability was a big theme at NPE2024. But there was plenty to see in automation and artificial intelligence as well.
Join KraussMaffei for an insightful webinar designed for industry professionals, engineers and anyone interested in the manufacturing processes of PVC pipes. This session will provide a comprehensive understanding of the technology behind the production of high-quality PVC pipes: from raw material preparation to final product testing. Agenda: Introduction to PVC extrusion: overview of the basic principles of PVC pipe extrusion — including the process of melting and shaping PVC resin into pipe forms Equipment and machinery: detailed explanation of the key equipment involved — such as extruders, dies and cooling systems — and their roles in the extrusion process Process parameters: insight into the critical process parameters like temperature, pressure and cooling rates that influence the quality and consistency of the final PVC pipes Energy efficiency: examination of ways to save material and energy use when extruding PVC pipe products
Looking at this for a client and I’ve searched the internet. Any kid or pet toy that has a hollow center made out of soft durometer material. I figure it’s some sort of a blow molding process. Some toys have open ends on them but I wouldnt think you could pull a core out of it without ripping the material. Help anyone?
Sustainability continues to dominate new additives technology, but upping performance is also evident. Most of the new additives have been targeted to commodity resins and particularly polyolefins.
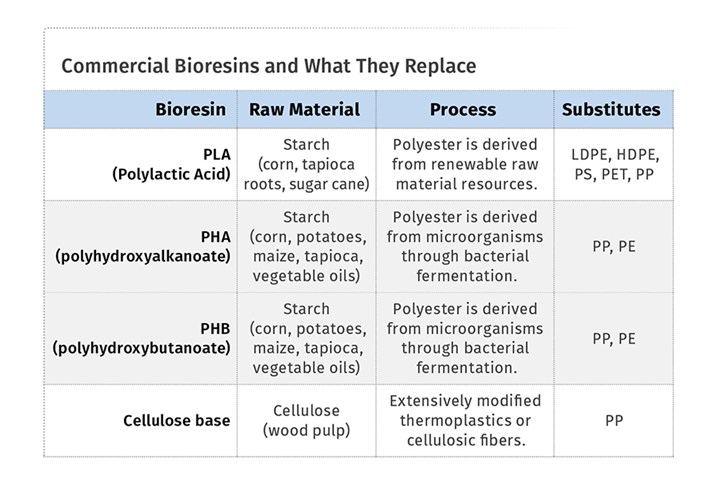
Bioresins — sometimes called bioplastics, biopolymers or biomaterials — refer to several categories of commercially available materials that can be used in injection molding and other processes. So, what makes these plastics “bio”? The materials are made in whole or in part from renewable biological resources. These biological resources can include corn or maize, potato starch, tapioca starch, vegetable oil, sugar cane starch and wood pulp or cellulose among other feedstocks.
Beyond Plastic and partners have created a certified biodegradable PHA compound that can be injection molded into 38-mm closures in a sub 6-second cycle from a multicavity hot runner tool.
On my last trip to China i saw a pneumatic machine that i designed to help bring some automation and robot assistance to this process on the production line of every rubber supplier i visited, i only ever sent the plans to one supplier.
The partnership aims to bring together both companies’ technology platforms to produce FDCA from sustainable wood residues on an industrial scale.
Exhibitors and presenters at the plastics show emphasized 3D printing as a complement and aid to more traditional production processes.
Say “manufacturing automation” and thoughts immediately go to the shop floor and specialized production equipment, robotics and material handling systems. But there is another realm of possible automation — the front office.
Haven’t done any squeeky toys myself, but for the dog toys I’m thinking of, I would have assumed blow molding since usually there is a good smooth finish and an obvious clamp mark for a gas injection point, plus the smaller size and surface finish.
Additive technology creates air pockets in film during orientation, cutting down on the amount of resin needed while boosting opacity, mechanical properties and recyclability.
PE can be replaced with polyhydroxybutyrate (PHB) or polyhydroxyalkanoates (PHA), which are relatively newer resins on the market. These bioresins have more processing options and can offer compostability. PHA and PHB can be produced from corn; tapioca or potato starch; and vegetable oil. Many of the polypropylene (PP) parts molded today can be replaced with a cellulose resin made from wood pulp.
Formnext Chicago is an industrial additive manufacturing expo taking place April 8-10, 2025 at McCormick Place in Chicago, Illinois. Formnext Chicago is the second in a series of Formnext events in the U.S. being produced by Mesago Messe Frankfurt, AMT – The Association For Manufacturing Technology, and Gardner Business Media (our publisher).
While the major correction in PP prices was finally underway, generally stable pricing was anticipated for the other four commodity resins.

The Plastics Industry Association (PLASTICS) has released final figures for NPE2024: The Plastics Show (May 6-10; Orlando) that officially make it the largest ever NPE in several key metrics.
Despite price increase nominations going into second quarter, it appeared there was potential for generally flat pricing with the exception of a major downward correction for PP.
Ultradent's entry of its Umbrella cheek retractor took home the awards for Technical Sophistication and Achievement in Economics and Efficiency at PTXPO.
For anything I’ve seen rotomolded I always felt like it was larger parts, poor exterior surface quality, and usually the higher cycle time makes it not great for super cheap stuff.
Equipment impact is another area where bioresins may not initially meet the same standards as traditional materials. Molten bioresins tend to be corrosive, especially in the case of PLA, which can compromise machinery and lead to quality issues, performance variation and even component failure.
This may require more frequent equipment inspection and maintenance to ensure consistent and predictable uptime. PLA can cause damage to not just the hot runner and the mold but the screw and barrel as well. Basically, anything that touches the melt needs to be stainless steel or have a nonreactive coating.
Bioresin preparation includes drying to a moisture content of less than 250 parts per million (ppm) to prevent viscosity impacts and resin degradation. Bioresins are usually supplied in foil-lined bags or bags that are dried to less than 400 ppm in moisture. These resins should not be exposed to atmospheric conditions after drying.
In this collection of articles, two of the industry’s foremost authorities on screw design — Jim Frankand and Mark Spalding — offer their sage advice on screw design...what works, what doesn’t, and what to look for when things start going wrong.
After successfully introducing a combined conference for moldmakers and injection molders in 2022, Plastics Technology and MoldMaking Technology are once again joining forces for a tooling/molding two-for-one.
The corrosive properties of bioresins, particularly as they degrade, require melt-contact surfaces to use specialized coatings or be in stainless steel.
In addition, it is best for the hot runner controller to be tied into the injection molding machine’s control. This is recommended because if the machine goes down for a predetermined amount of time without an operator, when the molder restarts the press, it’s best to have the controller automatically put the heat in standby on the hot runner to prevent material degradation during the idle.
One of the most frequent mistakes we see is people thinking because bioresins replace PP and PE, they process similarly to those resins. Bioresins are more thermally sensitive, and their process window is smaller, so running them requires equipment that’s designed to deal with those constraints.
Introduced by Zeiger and Spark Industries at the PTXPO, the nozzle is designed for maximum heat transfer and uniformity with a continuous taper for self cleaning.
TPE’s, a very wide class of Thermo PLastic Elastomers can be blow molded or injection molded. (in my experience vinyl and pvc used for blow molding is rigid and not the same low durometer “squeakable” stuff used in rotocasting). In blowmolding there is obviously no core but you have wall thickness limitations. When injection molding there is a core or mandrel suspended in the mold cavity. For minor undercuts you can use the ejection stroke to remove the mandrel if you design the tool right but in most cases of hollow parts its a manual process where the part and mandrel are removed after each shot, mounted on a fixture and either leveraged off with brute force or if there are no other openings in the part you can run an airline through the mandrel and blow compressed air through to launch the parts off like a rocket.
I recommend vinyl because it looks great and can be downcycled into flooring. You can look into extrusion blow molding TPE or EVA but it will likely require some R&D before the factory gets it right.
While the melting process does not provide perfect mixing, this study shows that mixing is indeed initiated during melting.
Resin drying is a crucial, but often-misunderstood area. This collection includes details on why and what you need to dry, how to specify a dryer, and best practices.
In processing, the pre-sealed bag is ideally opened and loaded directly into the dryer. The bag should not be left open for an excessive amount of time, and users shouldn’t drain the resin from the dryer after it has been dried and leave it out. Errors in drying and handling can have a particular impact on mechanical performance.
Take a deep dive into all of the various aspects of part quoting to ensure you’ve got all the bases—as in costs—covered before preparing your customer’s quote for services.
In addition, the resin melt temperatures are relatively low and there is a comparatively low Delta T or difference between the melt and mold temperature. The next step is optimizing the hot runner and the controller for the bioresin, including using corrosive-resistant components and high-level melt management.
Mike Sepe has authored more than 25 ANTEC papers and more than 250 articles illustrating the importance of this interdisciplanary approach. In this collection, we present some of his best work during the years he has been contributing for Plastics Technology Magazine.
Discover how artifical intelligence is revolutionizing plastics processing. Hear from industry experts on the future impact of AI on your operations and envision a fully interconnected plant.
Across the show, sustainability ruled in new materials technology, from polyolefins and engineering resins to biobased materials.
Plastics Technology’s Tech Days is back! Every Tuesday in October, a series of five online presentations will be given by industry supplier around the following topics: Injection Molding — New Technologies, Efficiencies Film Extrusion — New Technologies, Efficiencies Upstream/Downstream Operations Injection Molding — Sustainability Extrusion — Compounding Coming out of NPE2024, PT identified a variety of topics, technologies and trends that are driving and shaping the evolution of plastic products manufacturing — from recycling/recyclability and energy optimization to AI-based process control and automation implementation. PT Tech Days is designed to provide a robust, curated, accessible platform through which plastics professionals can explore these trends, have direct access to subject-matter experts and develop strategies for applying solutions in their operations.
Individual tip control is highly recommended for bioresins, as it would be for all temperature-sensitive resins. Improved heat distribution is required to control any overshoot, and the controller should be designed specifically for low-variation, high-temperature control to eliminate overshoots, if possible.
You need to pay attention to the inherent characteristics of biopolymers PHA/PLA materials when setting process parameters to realize better and more consistent outcomes.
You answered your own question, it’s blow molding. Soft elastomer materials are pretty easy to yank tools out of, especially if the material is still warm. Theres also collapsing cores and other options.
Second quarter started with price hikes in PE and the four volume engineering resins, but relatively stable pricing was largely expected by the quarter’s end.
Derived from a variety of sustainable feedstocks, bioresins can be processed in various ways to meet the needs of many applications. Photo Credit: Husky
Latex is slush cast or slipcast just like ceramic in plaster molds. slightly more durable than vinyl depending on how you measure but with a much shorter lifespan.
Conduct an in-depth review of the application and the bioresin itself prior to any manufacturing. This review ensures the hot runner and controller are optimized for the specific application and bioresin. This should include optimizing the manifold design for consistent preparation of the bioresin.
What’s driving the growth in bioresin adoption? First are consumers who want to know that the product they purchased, as well as its packaging, is sustainable. Because bioresins are derived from relatively sustainable materials and can be engineered to biodegrade, many consumers feel bioresins are a more sustainable choice.
The final driver is legislation. New legislation and regulations are placing pressure on manufacturers to reduce postconsumer waste and plastic pollution. In July 2021, for example, the European Commission implemented new laws that ban or restrict single-use products made from fossil-fuel-based polymers.
@ralphzoontjens could you please re-post the link to the video of how squeakers are made? The link you posted previously no longer works. If anyone reading this can help with the link or has a similar video they can share it would be greatly appreciated!
In this collection, which is part one of a series representing some of John’s finest work, we present you with five articles that we think you will refer to time and again as you look to solve problems, cut cycle times and improve the quality of the parts you mold.
Join Wittmann for an engaging webinar on the transformative impact of manufacturing execution systems (MES) in the plastic injection molding industry. Discover how MES enhances production efficiency, quality control and real-time monitoring while also reducing downtime. It will explore the integration of MES with existing systems, emphasizing compliance and traceability for automotive and medical sectors. Learn about the latest advancements in IoT and AI technologies and how they drive innovation and continuous improvement in MES. Agenda: Overview of MES benefits What is MES? Definition, role and brief history Historical perspective and evolution Longevity and analytics Connectivity: importance, standards and integration Advantages of MES: efficiency, real-time data, traceability and cost savings Emerging technologies: IoT and AI in MES
Is it blow molding or roto molding?I always assumed roto and then they IP the squeaker and either insert mold it or assemble it post.
The second driver is environmental, social and governance (ESG) initiatives. Brands and molders are under increasing pressure to adopt an ESG strategy. Using bioresins for injection molded products and packaging can help organizations meet their ESG objectives and signal to consumers that they’re doing their part for the environment.
Adding aPHA to PLA can boost a range of mechanical properties and expedite composting. Here are the details as well as processing guidelines for injection molding the blends.
In most applications, high- and low-density polyethylene (HDPE, LDPE), polystyrene (PS) and PET can be replaced by polylactic acid (PLA). PLA is one of the first bioresins to be commercialized, and its feedstock options include corn or maize, tapioca and sugar cane.
As an aside to the manufacturing of the outer, if you’re looking for it to make any noise you can have some fun playing with different bellow sizes and different reeds for a great range of sounds! And they don’t all need to be reeds, they can be compression and even things that you bend that make unusual sounds! Great fun to play around with, really makes you feel like a kid!
But I admit I could be wrong and just basing those assumption on samples I saw long ago. Never touched either process in my line of work.
on my first trip to China i saw a part from my company that was 8" in diameter with a .4" wall thickness that was molded over a steel core that was pulled out of a 1.5" opening in the part. The part had nearly a 10 minute cycle time, two cavity mold, when the parts came out 1 worker would pick up the core and part, and hang it from a fixture while two dudes with bulging biceps used tire spoons to wrestle that part off the mandrel. At this point there have been millions sold.
Mold maintenance is critical, and with this collection of content we’ve bundled some of the very best advice we’ve published on repairing, maintaining, evaluating and even hanging molds on injection molding machines.
Processors with sustainability goals or mandates have a number of ways to reach their goals. Biopolymers are among them.
In this collection of content, we provide expert advice on welding from some of the leading authorities in the field, with tips on such matters as controls, as well as insights on how to solve common problems in welding.
Join this webinar to explore the transformative benefits of retrofitting your existing injection molding machines (IMMs). Engel will guide you through upgrading your equipment to enhance monitoring, control and adaptability — all while integrating digital technologies. You'll learn about the latest trends in IMM retrofitting (including Euromap interfaces and plasticizing retrofits) and discover how to future-proof your machines for a competitive edge. With insights from industry experts, it'll walk you through the decision-making process, ensuring you make informed choices that drive your business forward. Agenda: Maximize the value of your current IMMs through strategic retrofitting Learn how to integrate digital technologies to enhance monitoring and control Explore the benefits of Euromap interfaces and plasticizing retrofits Understand how retrofitting can help meet new product demands and improve adaptability Discover how Engel can support your retrofitting needs, from free consultations to execution
Thousands of people visit our Supplier Guide every day to source equipment and materials. Get in front of them with a free company profile.
The pressure requirements for processing the bioresin need to be evaluated because viscosities for these materials can be very different from standard polyolefins. Determine if the machine and hot runner being used can generate adequate pressure to process the material. In general, Husky recommends machines that can achieve pressures of at least 28,000 to 32,000 psi.
When, how, what and why to automate — leading robotics suppliers and forward-thinking moldmakers will share their insights on automating manufacturing at collocated event.
Across multiple industries and applications, bioresins have become increasingly popular alternatives to the traditional resins used in injection molding. The global market for bioresins has risen steadily over the years and is expected to continue that growth at an impressive rate. Over the next five years, the market is expected to double in size, with a compound annual growth rate (CAGR) of 17% in the U.S. and 13% in Europe.
Weepage and leakage are also an issue. This is partly due to the material’s corrosive nature, but also its molecular structure tends to weep or leak. In the case of a valve-gate system where there are moving parts, weepage is possible. When there are moving parts like valves, stems and bushings, their design needs to take into consideration the possibility of weepage.
Remembering that the melt channel size and distance covered helps determine the shear rates, molders should consider and optimize these for low pressure, reduced shear and minimal residence time, bearing in mind that the smaller the channel, the higher the shear rate and the lower the residence time. The counterpoint to that setting profile is pressure drop. Molders need to ensure that for some specific bioresins, the channel is not too small and there isn’t too much pressure drop, which could prevent the parts from filling. Each manifold should be engineered specifically to the application and then balanced between pressure drop, shear rate and residence time requirements.
Mixed in among thought leaders from leading suppliers to injection molders and mold makers at the 2023 Molding and MoldMaking conferences will be molders and toolmakers themselves.
Blow molding is a good technique for molding these toys but mostly if the product has to have a relatively strong and lightweight outer shell. It also has a cycle time at least 10x faster than rotational molding. But the advantages of rotomolding are that it works for more types of polymers including soft PUs, tooling costs are much lower, and it is easy to experiment with production parameters. That is the reason why these toys are often rotationally molded.
Thermosets or vulcanates like natural rubber can be compression molded, injection molded, or compression/injection molded. Same process as above but natural rubber has a higher stress/strain than most TPE so you can pull enormous mandrels out of tiny holes. And when it comes to elastomeric materials natural rubber is incredibly durable
Also, remember that the corrosiveness of the resin goes up almost exponentially as it degrades, making the ability to flush any degraded resin out important. Degraded bioresins will attack the steel components in the hot runner and can also damage the mold if injected.
This Knowledge Center provides an overview of the considerations needed to understand the purchase, operation, and maintenance of a process cooling system.
If you are thinking of importing PVC products, be aware that they can contain material that is prohibited for sale in California or prohibited for sale without labeling. The law is called Prop 65. The list of materials is available here: https://oehha.ca.gov/proposition-65/proposition-65-list As a designer, you can’t really validate this in your garage, but inspection services can. Some services are Bureau Veritas, SGS, MTS or contact a testing laboratory. Even in Canada, most labs have a prop 65 testing protocol.
I’ve always used roto casting too, with spray ops for any deco. Like Ray mentions, you really need to watch out for some of those materials, especially including Phthalates, which are commonly used to soften material used in roto casting.
Any new materials also bring unknowns, especially in performance, and many bioresins may not perform as well as traditional materials in terms of product preservation, longevity, safety and other key metrics. These unknowns need to be addressed to achieve a successful bioresin adoption. Bioresins are not a straight replacement for PP and PE. Even within petrochemical based PE and PP, there is a wide variation in performance among the numerous grades. Make sure that the bioresin you’re choosing matches the requirements of the product that you’re bringing to market.
In a time where sustainability is no longer just a buzzword, the food and beverage packaging industry is required to be at the forefront of this innovation. By adopting circular packaging processes and solutions, producers can meet regulatory requirements while also satisfying consumer demand and enhancing brand reputation. Join Husky to learn more about the broader implications of the circular economy — as well as how leading brands are leveraging this opportunity to reduce costs, increase design flexibility and boost product differentiation. Agenda: The cost and operational benefits of embracing circularity Key materials in circular packaging — including rPET and emerging bioplastics How to design a circular food and beverage package Strategies for selecting sustainable closures to future-proof packaging solutions Optimization and streamlining of production processes for enhanced efficiency How Husky Technologies can enable your sustainable success
technotrans says climate protection, energy efficiency and customization will be key discussion topics at PTXPO as it displays its protemp flow 6 ultrasonic eco and the teco cs 90t 9.1 TCUs.
Successfully starting or restarting an injection molding machine is less about ticking boxes on a rote checklist and more about individually assessing each processing scenario and its unique variables.
This month’s resin pricing report includes PT’s quarterly check-in on select engineering resins, including nylon 6 and 66.
While prices moved up for three of the five commodity resins, there was potential for a flat trajectory for the rest of the third quarter.
To optimize the application, an in-depth review of the component and the bioresin should be conducted, including a cavity-fill analysis of the part design to verify all features are compatible with the rheology of the chosen bioresin. The bioresin supplier should be able to characterize flow characteristics, and ideally, the simulation will model the actual resin and not a substitute material. The need for a resin trial can also be evaluated — a step that is usually recommended for resins with limited performance data or in particularly challenging applications.
Plastics Technology covers technical and business Information for Plastics Processors in Injection Molding, Extrusion, Blow Molding, Plastic Additives, Compounding, Plastic Materials, and Resin Pricing. About Us
Gifted with extraordinary technical know how and an authoritative yet plain English writing style, in this collection of articles Fattori offers his insights on a variety of molding-related topics that are bound to make your days on the production floor go a little bit better.
Husky is currently working with many of the bioresin suppliers to test and validate their materials, including new formulations as they go to market. In its lab, Husky has around 45 different molds with different part configurations to test an assortment of resins and help customers determine if a particular bioresin is right for a specific application. Compostability testing with the bioresin you’ve chosen is possible and required for commercializing a product with a compostability certification.
If a color change will be required, the channels must be sized so the shear rates are on the high side, which results in proper scrubbing of the melt channels, expediting color switchovers. With these inputs and using the output from several software packages, the optimum geometry for the melt channel, including its layout and channel diameter, can be determined.
Ensuring the manifold design is optimized for bioresin includes applying geometrically balanced channels so the melt traveling from the sprue bushing to every cavity, whether there are two or 96, experiences the same, if not similar, rheology profiles.
When planning to use bioresins, it’s important to note a few distinctions in related terminology and features. Biobased refers to the fact that biomaterials are used to create the resin. Biodegradable means the item will eventually breakdown in the natural environment. Not all biobased resins are biodegradable. Compostable means the material is biodegradable and breaks down within three to six months in an industrial composting facility, releasing nutrients and leaving no toxicity in the soil. Not all biobased and biodegradable materials are compostable.
In this three-part collection, veteran molder and moldmaker Jim Fattori brings to bear his 40+ years of on-the-job experience and provides molders his “from the trenches” perspective on on the why, where and how of venting injection molds. Take the trial-and-error out of the molding venting process.
Stainless steel hot runner systems, like this UltraMelt system designed by Husky Technologies, can resist the corrosive nature of some degraded bioresins. Photo Credit: Husky
Thanks guys. I wish there was a video of this process. Normally I can just youtube any manufacturing question and see it on youtube or on old clips of “how things are made”. I’m curious if they use a rotomolded process, they must do multiples of them and I envision they put these molds or mold (with multiple cavities) on a rotating 2-3 axis mechanism.
Demand for bioresins is growing in molded goods, particularly as a sustainability play to replace fossil-fuel based materials, but these materials are not a drop-in replacement for traditional materials. Molds and hot runners need to be optimized for these materials.
Bioresins come with unique and challenging physical properties that can make them difficult to incorporate into the injection molding process. For example, many bioresins are highly viscous and require high pressures to fill the mold cavities. They’re also prone to weepage and leakage. In terms of manufacturability, some bioresins are very temperature sensitive, so the manufacturing process must avoid exceeding temperatures above a certain threshold.
Multiple speakers at Molding 2023 will address the ways simulation can impact material substitution decisions, process profitability and simplification of mold design.
Join Engel in exploring the future of battery molding technology. Discover advancements in thermoplastic composites for battery housings, innovative automation solutions and the latest in large-tonnage equipment designed for e-mobility — all with a focus on cost-efficient solutions. Agenda: Learn about cutting-edge thermoplastic composites for durable, sustainable and cost-efficient battery housings Explore advanced automation concepts for efficient and scalable production See the latest large-tonnage equipment and technology innovations for e-mobility solutions
A sit-down with bioplastic producer Danimer Scientific showed me there are more possible answers to that question than I had previously thought.
The aim of this presentation is to guide you through the factors and the numbers that will help you determine if a robot is a smart investment for your application. Agenda: Why are you considering automation? What problems are you trying to solve? How and why automation can help Crunch the numbers and determine the ROI
Vinyl/PVC toys like bath toys and the cheapest dog toys are usually rotocast in a bank of molds that get filled with liquid, pelletized or powdered raw materials. This goes in to a furnace, spins real fast and then comes out to cool off, the toys are ripped out of small opening in the mold which creates a sloppy area on the part and its usually trimmed and filled in with a molded plug that would house the squeaker. This can also be done in a slush casting process using a vinyl plastisol. In some cases you might rotocast liquid RTV materials. Most of these materials are not highly durable.
Core Technology Molding turned to Mold-Masters E-Multi auxiliary injection unit to help it win a job and dramatically change its process.





LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China

