
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
Injection Moldable PEEK-Based Compound Promotes Osteo-Integration of
Author:gly Date: 2024-09-30
This was done to avoid any creative math by process techs in the background that could possibly impact the outputs on the machine’s controller. The team identified more than its fair share of that number fudging, which I have highlighted in previous articles.
Molders looking to both monitor an injection molding process effectively and manage production can definitely do both with tools available today, but the question is how best to tackle these twin challenges.
Understanding what’s actually happening with plastic pressure at the nozzle has a lot to do with the backpressure in a process. (Photo: Getty Images)
When, how, what and why to automate — leading robotics suppliers and forward-thinking moldmakers will share their insights on automating manufacturing at collocated event.
Let me give you a little background. One of the objectives of that original project was to not just eliminate the need to document the CPOs (critical process outputs) manually twice a shift, but to make the process completely automatic and increase the frequency to 100% of the cycles, ensuring that no part was sent to a customer that wasn’t run within those CPOs.
My big issue with how machine manufacturers calculate and display backpressure started several years ago during the project mentioned above. We had recently been awarded some new insert-molding business that required downsizing the screw and barrel on a vertical injection molding machine. This was no small downsizing either, as we took the barrel as low as it could go with this particular injection unit and machine. The machine itself had a maximum hydraulic injection pressure setting of 3300 psi, and once the new smaller screw and barrel were installed, this caused the intensification ratio to increase to 20:1, taking the maximum plastic pressure (PPSI) to 66,000.
I recently visited with iMFLUX, a company that has spent a few years developing a pressure-controlled process in which it uses a specially designed nozzle equipped with a pressure transducer. This transducer allows the iMFLUX system to adjust fill speeds in real time to maintain a consistent injection pressure throughout the injection cycle. It also can read actual plastic pressure during screw recovery.
This should result in a plastic pressure in front of the screw that is just north of the hydraulic pressure reading at that valve. So I’ll ask again: why are we using the intensification ratio on backpressure? I understand it might be easier to write a code for the machine’s HMI that is all or nothing, but if it is not a true and accurate reflection of the process, I don’t think easier controller programming is a good enough reason.
While prices moved up for three of the five commodity resins, there was potential for a flat trajectory for the rest of the third quarter.
Mike Sepe has authored more than 25 ANTEC papers and more than 250 articles illustrating the importance of this interdisciplanary approach. In this collection, we present some of his best work during the years he has been contributing for Plastics Technology Magazine.
There has been a significant increase over the past fifty years in the number of elderly people in the global population, which in turn has led to the need to raise awareness of osteoporosis caused by ageing and the growing demand for artificial bone materials as bones become more fragile and fracture and require to be repaired or replaced.
Does using an intensification ratio to calculate backpressure result in an accurate reflection of what’s happening in the barrel? Newer machine technologies have us revisiting an old project with fresh eyes.
My question was and is: Why are we calculating backpressure into plastic pressure using the intensification ratio? Remember, the intensification ratio is the ratio between the diameter of the hydraulic piston pushing the screw and the screw diameter itself. Backpressure is generated going in the opposite direction, created by the plastic itself as it pushes the screw back. The pressure of the plastic in front of the screw builds as the screw rotates and forces more plastic forward. Once that plastic generates enough pressure to exceed the pressure required to force hydraulic fluid through the proportional return valve, then the screw begins to retract its position.
In this collection of articles, two of the industry’s foremost authorities on screw design — Jim Frankand and Mark Spalding — offer their sage advice on screw design...what works, what doesn’t, and what to look for when things start going wrong.
This being medical molding, we couldn’t just network the machine controllers and only rely on their data. We needed a true third-party system to verify the outputs and gather the data. Thus the need for a monitoring system. The project included adding third-party pressure sensors, position sensors and even temperature sensors in order to have a true verification of the process outputs.
In this collection of content, we provide expert advice on welding from some of the leading authorities in the field, with tips on such matters as controls, as well as insights on how to solve common problems in welding.
In this collection, which is part one of a series representing some of John’s finest work, we present you with five articles that we think you will refer to time and again as you look to solve problems, cut cycle times and improve the quality of the parts you mold.
Exhibitors and presenters at the plastics show emphasized 3D printing as a complement and aid to more traditional production processes.
In this three-part collection, veteran molder and moldmaker Jim Fattori brings to bear his 40+ years of on-the-job experience and provides molders his “from the trenches” perspective on on the why, where and how of venting injection molds. Take the trial-and-error out of the molding venting process.
This month’s resin pricing report includes PT’s quarterly check-in on select engineering resins, including nylon 6 and 66.
Reach a truly international audience that includes component manufacturers, end-users, industry suppliers, analysts, researchers and more.
So, ultimately we ended up with well-equipped machines capable of providing data that most could not. That said, we still had no ability to measure actual plastic pressure at the nozzle, and that is why I haven’t written about backpressure as a main topic. I have mentioned my thoughts on backpressure, alluding to it in some previous articles, and I have had discussions with many machine manufacturers, including the one I worked for, but I never had the opportunity to follow up on this with a machine equipped with a functioning pressure transducer at the nozzle tip. That is , not until now.
Mixed in among thought leaders from leading suppliers to injection molders and mold makers at the 2023 Molding and MoldMaking conferences will be molders and toolmakers themselves.
While the melting process does not provide perfect mixing, this study shows that mixing is indeed initiated during melting.
Join this webinar to explore the transformative benefits of retrofitting your existing injection molding machines (IMMs). Engel will guide you through upgrading your equipment to enhance monitoring, control and adaptability — all while integrating digital technologies. You'll learn about the latest trends in IMM retrofitting (including Euromap interfaces and plasticizing retrofits) and discover how to future-proof your machines for a competitive edge. With insights from industry experts, it'll walk you through the decision-making process, ensuring you make informed choices that drive your business forward. Agenda: Maximize the value of your current IMMs through strategic retrofitting Learn how to integrate digital technologies to enhance monitoring and control Explore the benefits of Euromap interfaces and plasticizing retrofits Understand how retrofitting can help meet new product demands and improve adaptability Discover how Engel can support your retrofitting needs, from free consultations to execution
The authors reported that the higher viscosity of PP, which has the higher bending strength, makes this binder more suitable when the green CIM parts need to be machined before sintering. The bending strength of LDPE specimens increased with increasing POM and LDPE content. The authors suggested that the molecular weight or content of the backbone polymer affected the strength of green CIM alumina compacts.
Discover how artifical intelligence is revolutionizing plastics processing. Hear from industry experts on the future impact of AI on your operations and envision a fully interconnected plant.
Gifted with extraordinary technical know how and an authoritative yet plain English writing style, in this collection of articles Fattori offers his insights on a variety of molding-related topics that are bound to make your days on the production floor go a little bit better.

The alumina powder and binders were mixed in a kneader for 1 h at 180°C with powder loading of 47, 50, and 52 vol.%. Viscosity measurements were performed on the feedstock compounds obtained to investigate their rheological behaviour. The authors stated that it was possible to select the powder loading and binder composition according to the viscosity of the sample. In particular, PP has higher strength and lower viscosity than LDPE and HDPE, which they suggest gives it advantages when used to produce artificial bone material from alumina.
Introduced by Zeiger and Spark Industries at the PTXPO, the nozzle is designed for maximum heat transfer and uniformity with a continuous taper for self cleaning.
The genesis for this article actually came more than 10 years ago while I was working on a combination process/production monitoring project at a medical molder, which I wrote about in my February ’21 column (Process Monitoring or Production Monitoring—Why Not Both?).
Say “manufacturing automation” and thoughts immediately go to the shop floor and specialized production equipment, robotics and material handling systems. But there is another realm of possible automation — the front office.
Join Engel in exploring the future of battery molding technology. Discover advancements in thermoplastic composites for battery housings, innovative automation solutions and the latest in large-tonnage equipment designed for e-mobility — all with a focus on cost-efficient solutions. Agenda: Learn about cutting-edge thermoplastic composites for durable, sustainable and cost-efficient battery housings Explore advanced automation concepts for efficient and scalable production See the latest large-tonnage equipment and technology innovations for e-mobility solutions
Five industry pros with more than 200 years of combined molding experience provide step-by-step best practices on mounting a mold in a horizontal injection molding machine.
Mold maintenance is critical, and with this collection of content we’ve bundled some of the very best advice we’ve published on repairing, maintaining, evaluating and even hanging molds on injection molding machines.
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
The authors used alumina (Al2O3) powder, to which was added the binder comprising polyacetal (POM) and polyolefin (PO), three types of polypropylene (PP) with different melt flow rates, low-density polyethylene (LDPE) and high-density polyethylene (HDPE)), paraffin wax (PW), fatty acid amide, and an antioxidant. POM and PO acted as the backbone polymers. Powder loading and binder composition are shown in Table 1.
Join KraussMaffei for an insightful webinar designed for industry professionals, engineers and anyone interested in the manufacturing processes of PVC pipes. This session will provide a comprehensive understanding of the technology behind the production of high-quality PVC pipes: from raw material preparation to final product testing. Agenda: Introduction to PVC extrusion: overview of the basic principles of PVC pipe extrusion — including the process of melting and shaping PVC resin into pipe forms Equipment and machinery: detailed explanation of the key equipment involved — such as extruders, dies and cooling systems — and their roles in the extrusion process Process parameters: insight into the critical process parameters like temperature, pressure and cooling rates that influence the quality and consistency of the final PVC pipes Energy efficiency: examination of ways to save material and energy use when extruding PVC pipe products
Plastics Technology’s Tech Days is back! Every Tuesday in October, a series of five online presentations will be given by industry supplier around the following topics: Injection Molding — New Technologies, Efficiencies Film Extrusion — New Technologies, Efficiencies Upstream/Downstream Operations Injection Molding — Sustainability Extrusion — Compounding Coming out of NPE2024, PT identified a variety of topics, technologies and trends that are driving and shaping the evolution of plastic products manufacturing — from recycling/recyclability and energy optimization to AI-based process control and automation implementation. PT Tech Days is designed to provide a robust, curated, accessible platform through which plastics professionals can explore these trends, have direct access to subject-matter experts and develop strategies for applying solutions in their operations.
The alumina feedstock was injection moulded into tensile bar shaped specimens. It was established that the optimum conditions for CIM of the alumina feedstock are 50–52 vol.% powder loading or 30–40 mass% in POM/PP and POM/PE in the binder composition. Bending strength was measured on both the green and sintered CIM alumina parts. Fig. 1 shows the relationship between relative density and bending strength in sintered samples, depending on the effect of powder loading, and Fig. 2 shows the same relationship, depending on the different binder compositions used.
Across the show, sustainability ruled in new materials technology, from polyolefins and engineering resins to biobased materials.
This was all done in an effort to avoid significant deltas between the machine’s outputs and the monitoring system’s outputs that might arise from inconsistent measuring techniques. I should note that the processes were all qualified with our medical customers, using the machine’s outputs. Depending on the size of the delta, the differences could result in a burdensome requalification process. Don’t get me wrong, we did have to complete a few of these due to some of that creative math I mentioned, but those were the exceptions.
Additive technology creates air pockets in film during orientation, cutting down on the amount of resin needed while boosting opacity, mechanical properties and recyclability.
August 29-30 in Minneapolis all things injection molding and moldmaking will be happening at the Hyatt Regency — check out who’s speaking on what topics today.
This Knowledge Center provides an overview of the considerations needed to understand the purchase, operation, and maintenance of a process cooling system.
technotrans says climate protection, energy efficiency and customization will be key discussion topics at PTXPO as it displays its protemp flow 6 ultrasonic eco and the teco cs 90t 9.1 TCUs.
Sustainability continues to dominate new additives technology, but upping performance is also evident. Most of the new additives have been targeted to commodity resins and particularly polyolefins.
A homogenous melt is required for consistent part quality, but achieving it requires balancing a number of factors, including barrel usage and temperature as well as screw speed, backpressure and residence time. Learn how to prepare your melt for molding success in this two-part series.
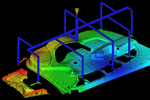
Research at the Department of Mechanical Systems Engineering, Tokyo Metropolitan University, Japan, has been focused on Ceramic Injection Moulding to produce alumina artificial bone material and, in particular, the research has investigated the effects of CIM conditions, such as alumina powder loading and binder composition and content in the CIM feedstock, in order to control the porosity, grain size and mechanical properties of the sintered CIM alumina material. A paper by T Osada, Y Nagai, and S Kobayashi, recently published in Open Ceramics (Vol. 13, 2023, 100328, 7pp) entitled: ‘Fabrication and mechanical characterization of biocompatible oxide ceramic parts by injection molding’, outlined the results of their research. The authors stated that it is possible to control the density of CIM alumina parts by controlling the binder components and amount of binder added, or adjusting the powder loading. Even if the obtained bending strength of the CIM alumina parts decreased slightly with increasing porosity, they stated it was still found to be sufficient for use as artificial bone material.
Thousands of people visit our Supplier Guide every day to source equipment and materials. Get in front of them with a free company profile.
Join Wittmann for an engaging webinar on the transformative impact of manufacturing execution systems (MES) in the plastic injection molding industry. Discover how MES enhances production efficiency, quality control and real-time monitoring while also reducing downtime. It will explore the integration of MES with existing systems, emphasizing compliance and traceability for automotive and medical sectors. Learn about the latest advancements in IoT and AI technologies and how they drive innovation and continuous improvement in MES. Agenda: Overview of MES benefits What is MES? Definition, role and brief history Historical perspective and evolution Longevity and analytics Connectivity: importance, standards and integration Advantages of MES: efficiency, real-time data, traceability and cost savings Emerging technologies: IoT and AI in MES
Ultradent's entry of its Umbrella cheek retractor took home the awards for Technical Sophistication and Achievement in Economics and Efficiency at PTXPO.
Extensive MIM, CIM industry and sinter-based AM industry news, plus the following exclusive deep-dive articles and reports:
Learn about sustainable scrap reprocessing—this resource offers a deep dive into everything from granulator types and options, to service tips, videos and technical articles.
ABOUT THE AUTHOR: Robert Gattshall has more than 22 years’ experience in the injection molding industry and holds multiple certifications in Scientific Injection Molding and the tools of Lean Six Sigma. Gattshall has developed several “Best in Class” Poka Yoke systems with third-party production and process monitoring such as Intouch Monitoring Ltd. and RJG Inc. He has held multiple management and engineering positions throughout the industry in automotive, medical, electrical and packaging production. Gattshall is also a member of the Plastics Industry Association’s Public Policy Committee. In January 2018, he joined IPL Plastics as process engineering manager. Contact: (262) 909-5648; rgattshall@gmail.com.
If you ask 10 processors to define backpressure, I promise that you’ll get 10 different answers, and most of those answers will be what it does, not what it is.
Bioceramics is a class of materials that have found use as artificial bone materials for repairing or replacing damaged bone tissue because of their excellent biocompatibility and mechanical properties. Bioceramics can also directly interact with the surrounding tissue, either supporting tissue growth or inducing new tissue regeneration. In many biomedical applications, bioceramics such as alumina must often be fabricated to a specific and often complex shape such as artificial hip joints, artificial knee joints, bone screws, maxillofacial reconstruction, dental implants, etc. Alumina oxide is a bioinert material with excellent biocompatibility and mechanical properties, but its high hardness and brittleness make it difficult and costly to machine to the highly complex and precision shapes often required in artificial bone replacements.
While prices moved up for three of the five commodity resins, there was potential for a flat trajectory for the rest of the third quarter.
If you ask 10 processors to define backpressure, I promise that you’ll get 10 different answers, and most of those answers will be what it does, like “adds heat to the material” or “can increase shot volume,” not what it is. I’ve asked some processors why they set their backpressure so low, and I’m told, “It causes too much heat—less heat in less heat out.” While there is some truth to that, you have to ask yourself, “How much cycle time could that extra heat really be adding compared with the benefits of a consistent screw-recovery time?” When you understand what it really is—resistance behind the screw during screw recovery—and what that does to prevent the screw from just zipping back uncontrollably, it isn’t hard to understand why it is critical to a robust and repeatable process.
Multiple speakers at Molding 2023 will address the ways simulation can impact material substitution decisions, process profitability and simplification of mold design.
Despite price increase nominations going into second quarter, it appeared there was potential for generally flat pricing with the exception of a major downward correction for PP.
Ceramic Injection Moulding is a manufacturing process which can meet many of the requirements for complex geometries and high precision alumina components for artificial bone materials and, where necessary, the alumina parts can be easily machined to the required shape in the green state after injection moulding and prior to sintering. This can result in low-cost custom-made alumina artificial bone structures that match the exact shape of the defective bone being replaced. The CIM alumina parts can also be produced with some porosity to allow cell ingrowth and tissue regeneration.
Second quarter started with price hikes in PE and the four volume engineering resins, but relatively stable pricing was largely expected by the quarter’s end.
Resin drying is a crucial, but often-misunderstood area. This collection includes details on why and what you need to dry, how to specify a dryer, and best practices.
Among other things, backpressure determines how hydraulic fluid returns to the tank during screw recovery. (Photo: Getty Images)
Processors with sustainability goals or mandates have a number of ways to reach their goals. Biopolymers are among them.
The pressure sensors that the team installed were typically placed near the machine manufacturer’s transducers. This was done to help ensure the outputs wouldn’t be different due to sensor location. This also meant that we did not install a transducer in the melt to measure the actual plastic pressure during injection. Instead we would use the intensification-ratio conversion from hydraulic pressure to plastic pressure.
Across all process types, sustainability was a big theme at NPE2024. But there was plenty to see in automation and artificial intelligence as well.
Take a deep dive into all of the various aspects of part quoting to ensure you’ve got all the bases—as in costs—covered before preparing your customer’s quote for services.
We were all so focused on the maximum injection pressure—and rightfully so—that no one even considered the impact this reconfiguration could have on the backpressure. The machine manufacturer did program the machine to a maximum injection pressure of right around 30,000 PPSI—pressure limiting it with software to prevent blowing the mold apart. This protected our mold and machine from damage but didn’t help us to consistently produce a good part.
The Plastics Industry Association (PLASTICS) has released final figures for NPE2024: The Plastics Show (May 6-10; Orlando) that officially make it the largest ever NPE in several key metrics.
Formnext Chicago is an industrial additive manufacturing expo taking place April 8-10, 2025 at McCormick Place in Chicago, Illinois. Formnext Chicago is the second in a series of Formnext events in the U.S. being produced by Mesago Messe Frankfurt, AMT – The Association For Manufacturing Technology, and Gardner Business Media (our publisher).
In a time where sustainability is no longer just a buzzword, the food and beverage packaging industry is required to be at the forefront of this innovation. By adopting circular packaging processes and solutions, producers can meet regulatory requirements while also satisfying consumer demand and enhancing brand reputation. Join Husky to learn more about the broader implications of the circular economy — as well as how leading brands are leveraging this opportunity to reduce costs, increase design flexibility and boost product differentiation. Agenda: The cost and operational benefits of embracing circularity Key materials in circular packaging — including rPET and emerging bioplastics How to design a circular food and beverage package Strategies for selecting sustainable closures to future-proof packaging solutions Optimization and streamlining of production processes for enhanced efficiency How Husky Technologies can enable your sustainable success
Don't miss any new issue of PIM International, and stay up to date with the latest industry news. Sign up to our fortnightly newsletter.
Over the years I have had several, let’s call them, “discussions” with molding machine manufacturers regarding to machine setpoints and outputs. I even recall my first conversation arguing the merits of using air shots to clock actual injection-speed capabilities. I’ve never been one to keep my thoughts to myself, especially when I feel strongly enough about them, and I have some new thoughts about calculating backpressure.
Successfully starting or restarting an injection molding machine is less about ticking boxes on a rote checklist and more about individually assessing each processing scenario and its unique variables.
Decompression—aka suckback—is a very important setting on an injection molding machine. On today’s machines, molders typically get the option to set decompression before and after screw rotation/recovery. Are they using this feature to their advantage?
Backpressure is the setting of how restrictive the proportional return valve will be as the hydraulic fluid returns to the hydraulic fluid tank during screw recovery. So we’re told the higher the backpressure setting, the smaller the opening will be and the lower the setting, but in reality, the opposite is true.
The aim of this presentation is to guide you through the factors and the numbers that will help you determine if a robot is a smart investment for your application. Agenda: Why are you considering automation? What problems are you trying to solve? How and why automation can help Crunch the numbers and determine the ROI
So we started to increase the backpressure, which had a maximum setpoint of 1500 PPSI. The backpressure, along with all the other injection pressure settings or outputs, were converted using the machine’s intensification ratio. We did start to see an improvement in repeatability when we maxed out on this setting, but something just wasn’t adding up to me. So I did the math and to all of our surprise, 1500 PPSI of backpressure, with the new intensification ratio, was equivalent to setting the backpressure at 44 psi hydraulic. That’s when I really started asking: Why are these machine controllers designed to calculate backpressure in plastic pressure?
Plastics Technology covers technical and business Information for Plastics Processors in Injection Molding, Extrusion, Blow Molding, Plastic Additives, Compounding, Plastic Materials, and Resin Pricing. About Us
After successfully introducing a combined conference for moldmakers and injection molders in 2022, Plastics Technology and MoldMaking Technology are once again joining forces for a tooling/molding two-for-one.
Porosity of the sintered CIM alumina parts could be modified by changing the powder loading and porosity could also be increased when needed by increasing the backbone polymer content. Higher powder loading was found to show larger grain sizes in sintered alumina, whereas parts with lower powder loading showed smaller grain size and higher porosity. Bending tests showed fracture occurring along the grain boundaries. The bending strengths of the CIM alumina specimens showed that they were sufficient for use as artificial bone material.
Understanding how your machine control calculates backpressure is key to better understanding your process. (Photo: Arburg)
For the first time, I was able to see plastic pressure outputs during screw recovery that confirmed my concerns that using an intensification ratio (Ri) for backpressure is not an accurate reflection of backpressure. It is more accurate to leave it as a hydraulic setpoint than to multiply it by the Ri since there is no intensifying of the screw diameter moving backwards. This would have saved us many long days when dealing with that insert-molded product many years ago. I think backpressure is still sort of a dirty word to some processors, just like suckback or decompression.
Discover suppliers of these and more in our advertisers’ index and buyer’s guide, available in the back of PIM International.
While the major correction in PP prices was finally underway, generally stable pricing was anticipated for the other four commodity resins.
Core Technology Molding turned to Mold-Masters E-Multi auxiliary injection unit to help it win a job and dramatically change its process.
The free-to-access PIM International magazine archive offers unparalleled insight into the world of MIM, CIM and sinter-based AM from a commercial and technological perspective through:
We were unable to find a stable process, regardless of the setpoints, molding short parts on one shot and then flashing on the next. Considering we had well-equipped machines, once the data was reviewed it wasn’t difficult to find the issue: Screw recovery time was all over the map.





LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China

