
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
Hoffer Plastics promotes third-generation leaders to Co-CEOs - custom plastic in
Author:gly Date: 2024-09-30
Until she retired in September 2021, Clare Goldsberry reported on the plastics industry for more than 30 years. In addition to the 10,000+ articles she has written, by her own estimation, she is the author of several books, including The Business of Injection Molding: How to succeed as a custom molder and Purchasing Injection Molds: A buyers guide. Goldsberry is a member of the Plastics Pioneers Association. She reflected on her long career in "Time to Say Good-Bye."
The repositioning of the accelerator does not take place directly through the clamp plate but through a cut-to-length ejector, so the same buffer plates for the ejector set can be used. A further advantage is that the entire injection pressure is absorbed directly by the ejector base plate. As a result, the ejector accelerator does not bear any load during the injection molding process, explained Meusburger.
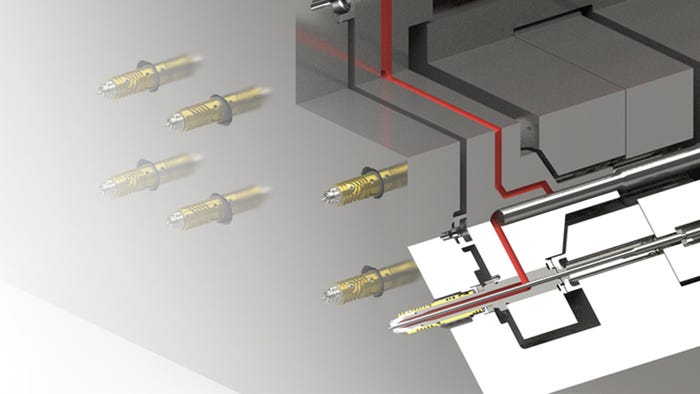
Most products should be run fixed. Users need to change only one component to become fully adjustable. The cartridge heaters offer even heat for better flow and ensure there aren’t any cold spots. Low inventory produces no burning or stagnation, resulting in quick colour change. Since it’s expandable to multi-layer, the crossheads run a variety of products. Benefits of the heated core pin and one-piece body/flow diverter are better temperature control and easy cleaning/quick change over, respectively. Lastly, the split feed balanced flow achieves concentric walls at all speeds.
The new E 1522 Ejector accelerator from Meusburger (Wolfurt, Austria) optimizes the smooth ejection of injection molded parts and promises safe and targeted ejection of complex parts. The acceleration ratio is 1:1.5, achieving a longer path with a small stroke. Through the additional acceleration of a single ejector, “snagging” of the injection molded part is avoided.
Series 1000 is available as single layer, co-extrusion or triple extrusion. It adapts to existing extruder layout and, in most cases, accepts existing tooling. Features include fixed centre or adjustable, built-in cartridge heaters, low inventory, expandable to multi-layer, heated core pin, one-piece body/flow diverter and split feed balanced flow.

Guill Tool, a provider of extrusion tooling, offers its Series 1000. This series of blow moulding extrusion dies, features a core diameter between 8.5″ (219.5 mm) – 10″ (254.0 mm). Model 1025 uses material blends which are ideal for medical, automotive and specialty packaging.
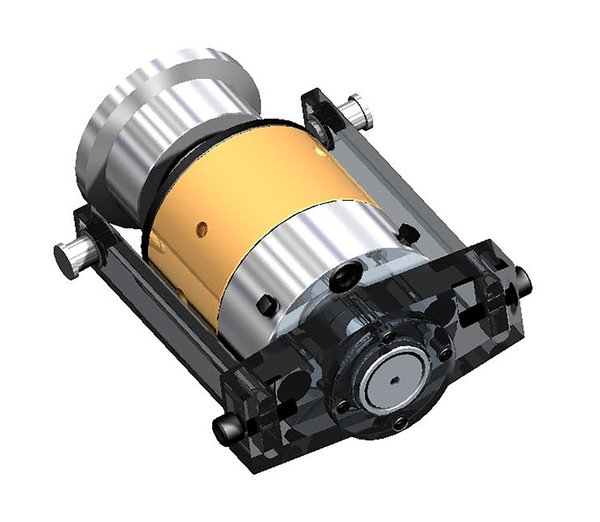
Three different sizes allow designers to install ejectors in diameters of 3 to 11.5 mm at will. The small component size enables flexible positioning of the ejection accelerator in the ejector set, allowing quick and easy retrofitting. In order to save design time, the installation space is already included in the CAD data. The new component is available from stock.





LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China

