
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
Expect smart energy consumption solutions from Bausano at K 2022 - pvc moulding
Author:gly Date: 2024-09-30
Accelerating time-to-market when launching a new product is invaluable in enabling R&D teams to stay competitive. The need to produce agile prototypes faster and accurately evaluate the geometry, design, performance and feel of plastic injection moulded parts is necessary before creation of the final mould. However, the cost and lead time associated with machining aluminium soft tooling can make many iterations impractical for most organisations.
The Dyna-Purge Division of Shuman Plastics Inc. (Depew, NY) has introduced Dyna-Purge A for polypropylene (PP) color changes. The hybrid product combines key features of both mechanical and chemical purging systems, with advanced ingredients reaching all stagnation areas breaking down the color contamination. More efficient and thorough purging improves part quality while reducing injection machine downtime and scrap.
“I believe the growing use [in] tooling and moulding is due to the buying market maturing and the awareness of additive manufacturing increasing. Many companies are in the early phases of adopting additive manufacturing. Additive tooling wins are much lower risk than full adoption of additive manufacturing. Tooling in many ways is a perfect “gateway” application to customers’ transition to the new technology platforms of AM.”
In testing, the purging process successfully transitioned from black to natural PP in only seven shots using Dyna-Purge A. The hybrid purging compound is engineered to exit the machine with the next production resin, leaving behind no residual purging compound. It is versatile for a variety of applications including hot runners, profiles, sheet and cast film, with no minimum clearances. Dyna-Purge A does not require soaking or temperature alterations, and will not produce noxious fumes and odors or leave behind residue, said the company’s information. Furthermore, the ingredients are safe and non-hazardous.
According to Tim Cutler, Dyna-Purge Vice President, the company commissioned Penn State Erie, The Behrend College, of Erie, PA, to conduct an extensive independent study on Dyna-Purge A in March 2016 at the Burke Center – School of Engineering. The study compared commercial purging compounds and an in-house resin to Dyna-Purge A. In purging and post purge results, only hybrid Dyna-Purge A left the injection molding machine clean and free of contaminants, said the company.
“The independent study on Dyna-Purge A demonstrates that it is more effective than mechanical (abrasive) and chemical purging compounds and in-house resins for purging during PP color changes,” Cutler explained. “Dyna-Purge A saves time and money as it lowers purging costs and scrap rates.”
In one case, this led to a 35% reduction in cost compared to CNC machining and a 3 to 5 day lead time for over 200 parts produced using a tool measuring 100 x 95 x 150 mm. According to Fortify data, the same tool produced on a laser sintering system would have cost more than three times the amount for the same number of parts, while polymer material jetting would have been slightly cheaper but would only have provided 25 parts.
By reinforcing the resin with engineering-grade ceramic microparticles, Fortify achieved optimum mechanics compared to other additive techniques, which suggests that Digital Tooling can offer comparable performance to aluminium soft tooling with shorter lead times and lower costs.
Traditionally, injection mould tools made for prototyping are produced by machining a large block of aluminium, which can cost thousands of dollars and is subject to long lead times, often upwards of six weeks. Boston-based composite 3D printing company Fortify has created a digital tooling process that gave Catalysis Additive Tooling the ability to create quick-turn injection mould tools at a fraction of the cost and time.
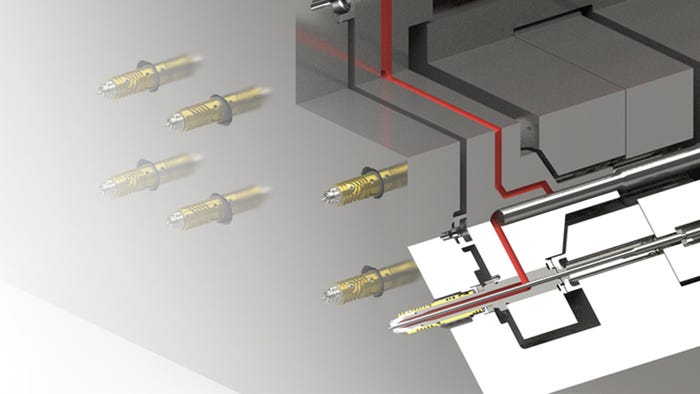
The Fortify Digital Tooling material is the first launched by Fortify and believed to be the industry’s first microparticle filled DLP/SLA resin. By reinforcing this material with microparticle-sized engineering-grade ceramics, the company is able to produce additively manufactured tools that are stronger, stiffer, exhibit a higher heat deflection temperature, and an increased wear resistance compared to other 3D printed tooling. These are crucial metrics to maximise when designing a 3D printed tool due to the repeated exposure to high temperature polymers at high pressures.
Until she retired in September 2021, Clare Goldsberry reported on the plastics industry for more than 30 years. In addition to the 10,000+ articles she has written, by her own estimation, she is the author of several books, including The Business of Injection Molding: How to succeed as a custom molder and Purchasing Injection Molds: A buyers guide. Goldsberry is a member of the Plastics Pioneers Association. She reflected on her long career in "Time to Say Good-Bye."

Using fibre-reinforced systems and materials, the tools are said to function better than traditional 3D printed injection mould tools and eliminate the need to wait weeks for an aluminium tool.
Groups like Catalysis Additive Tooling specialise in creating injection moulded prototype parts that allow designers and engineers to run tests on a product and gather customer feedback before going into full scale production, de-risking investment in production tooling costs. Because of this need, it is invaluable for their customers to prototype their parts in their end-use plastic as soon as possible.
“We are currently focused on short run injection mould tooling - an application that has been attempted for years with limited success and adoption with other 3D print technologies,” Josh Martin, CEO and Co- Founder at Fortify, explained. “The primary reasons for this come down to a lack of performance of available polymer materials or challenging workflows with metals. Fortify Digital Tooling is different because we are reinforcing high-temperature thermoset systems with specialised ceramics to improve strength, stiffness, wear resistance and performance at temperature. When we couple this material system with DLP technology, we are able to achieve a surface finish that does not need secondary machining. So the complete package [offers] both higher performance and less processing. We are excited to explore other tooling applications where we can add value.”





LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China

