
INJECTION MOULDING
Injection moulding parts and injection tools. Full solutions from design to production.
Engel Delivers Its Largest Ever Injection Molding Machines - two shot injection
Author:gly Date: 2024-09-30
The peak production season for ACH, which has 400 total employees, runs from May through November. During that time, the Denver facility operates two shifts, six days a week. Kiesecker noted that despite the rows and rows of EPS blocks present during a recent tour, inventory was actually a little low. The facility generally tries to have several million board feet on hand.
While the major correction in PP prices was finally underway, generally stable pricing was anticipated for the other four commodity resins.
Take a deep dive into all of the various aspects of part quoting to ensure you’ve got all the bases—as in costs—covered before preparing your customer’s quote for services.
Mixed in among thought leaders from leading suppliers to injection molders and mold makers at the 2023 Molding and MoldMaking conferences will be molders and toolmakers themselves.
From Beads to Foam The EPS comes to ACH in small beads ranging from 0.5 to 1.3 mm in diameter. Kiesecker pulls a handful from a raw material bag and polystyrene resin runs through his fingers like grains of sand. Pre-expansion heats the beads so they release pentane gas and swell to almost 50 times their original size.
Core Technology Molding turned to Mold-Masters E-Multi auxiliary injection unit to help it win a job and dramatically change its process.
Across all process types, sustainability was a big theme at NPE2024. But there was plenty to see in automation and artificial intelligence as well.
While the melting process does not provide perfect mixing, this study shows that mixing is indeed initiated during melting.
Thousands of people visit our Supplier Guide every day to source equipment and materials. Get in front of them with a free company profile.
In this collection, which is part one of a series representing some of John’s finest work, we present you with five articles that we think you will refer to time and again as you look to solve problems, cut cycle times and improve the quality of the parts you mold.
• If a full-round runner sticks on the cavity side of the mold, instead of using pullers, you can add undercuts on the ejection side. A teardrop-shaped undercut is best for preventing flakes or shavings, as shown in Fig. 12.
While prices moved up for three of the five commodity resins, there was potential for a flat trajectory for the rest of the third quarter.
The Plastics Industry Association (PLASTICS) has released final figures for NPE2024: The Plastics Show (May 6-10; Orlando) that officially make it the largest ever NPE in several key metrics.
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
• An edge gate or sub-gate that intentionally feeds a part on an angle is referred to as tangential gate, as shown in Fig. 5. It is often used to prevent core shifting, relocate a weld line, or improve weld strength. However, it can cause jetting inside the cavity.
Gifted with extraordinary technical know how and an authoritative yet plain English writing style, in this collection of articles Fattori offers his insights on a variety of molding-related topics that are bound to make your days on the production floor go a little bit better.
Despite price increase nominations going into second quarter, it appeared there was potential for generally flat pricing with the exception of a major downward correction for PP.
While the melting process does not provide perfect mixing, this study shows that mixing is indeed initiated during melting.
Discover how artifical intelligence is revolutionizing plastics processing. Hear from industry experts on the future impact of AI on your operations and envision a fully interconnected plant.
• A shortened ejector pin is required for ejecting a runner puller near a sub-gate machined into the cavity side. A good puller design is shown in Fig. 10. Note how the ejector pin has a smaller diameter than the puller and how the puller has a radius and small pad on the bottom. This design will minimize the risk of getting flakes or shavings on the parting line.
Additive technology creates air pockets in film during orientation, cutting down on the amount of resin needed while boosting opacity, mechanical properties and recyclability.
In this collection of articles, two of the industry’s foremost authorities on screw design — Jim Frankand and Mark Spalding — offer their sage advice on screw design...what works, what doesn’t, and what to look for when things start going wrong.
Join KraussMaffei for an insightful webinar designed for industry professionals, engineers and anyone interested in the manufacturing processes of PVC pipes. This session will provide a comprehensive understanding of the technology behind the production of high-quality PVC pipes: from raw material preparation to final product testing. Agenda: Introduction to PVC extrusion: overview of the basic principles of PVC pipe extrusion — including the process of melting and shaping PVC resin into pipe forms Equipment and machinery: detailed explanation of the key equipment involved — such as extruders, dies and cooling systems — and their roles in the extrusion process Process parameters: insight into the critical process parameters like temperature, pressure and cooling rates that influence the quality and consistency of the final PVC pipes Energy efficiency: examination of ways to save material and energy use when extruding PVC pipe products
Densified EPS material prior to shipment to a plastics recycling company, where it will be processed and turned into new products, such as picture frames, moldings, and coat hangers.
Join KraussMaffei for an insightful webinar designed for industry professionals, engineers and anyone interested in the manufacturing processes of PVC pipes. This session will provide a comprehensive understanding of the technology behind the production of high-quality PVC pipes: from raw material preparation to final product testing. Agenda: Introduction to PVC extrusion: overview of the basic principles of PVC pipe extrusion — including the process of melting and shaping PVC resin into pipe forms Equipment and machinery: detailed explanation of the key equipment involved — such as extruders, dies and cooling systems — and their roles in the extrusion process Process parameters: insight into the critical process parameters like temperature, pressure and cooling rates that influence the quality and consistency of the final PVC pipes Energy efficiency: examination of ways to save material and energy use when extruding PVC pipe products
• Some runner layouts can have a heavy mass at branch intersections. These can often be cored out without affecting the material flow or pressure, as shown in Fig. 1.
“The numbers are pretty impressive when you consider that EPS is 98% air,” says Mary Burk, who works in corporate marketing for ACH.
Second quarter started with price hikes in PE and the four volume engineering resins, but relatively stable pricing was largely expected by the quarter’s end.
Plastics Technology’s Tech Days is back! Every Tuesday in October, a series of five online presentations will be given by industry supplier around the following topics: Injection Molding — New Technologies, Efficiencies Film Extrusion — New Technologies, Efficiencies Upstream/Downstream Operations Injection Molding — Sustainability Extrusion — Compounding Coming out of NPE2024, PT identified a variety of topics, technologies and trends that are driving and shaping the evolution of plastic products manufacturing — from recycling/recyclability and energy optimization to AI-based process control and automation implementation. PT Tech Days is designed to provide a robust, curated, accessible platform through which plastics professionals can explore these trends, have direct access to subject-matter experts and develop strategies for applying solutions in their operations.
Say “manufacturing automation” and thoughts immediately go to the shop floor and specialized production equipment, robotics and material handling systems. But there is another realm of possible automation — the front office.
• Avoid using sub-gates if the molding material is abrasive, or if the cavity is made of a soft metal, such as aluminum or copper. They will wear out quickly.
• Ideally, an ejector pin should be located at each runner intersection, because as the massive runner shrinks, it will try to stick on the inside corners.
“Right now, the supply of recycled foam is not keeping up with demand,” says ACH’s Burk. “There’s an incentive for would-be recycling entrepreneurs to change the debate.”
Join Engel in exploring the future of battery molding technology. Discover advancements in thermoplastic composites for battery housings, innovative automation solutions and the latest in large-tonnage equipment designed for e-mobility — all with a focus on cost-efficient solutions. Agenda: Learn about cutting-edge thermoplastic composites for durable, sustainable and cost-efficient battery housings Explore advanced automation concepts for efficient and scalable production See the latest large-tonnage equipment and technology innovations for e-mobility solutions
This month’s resin pricing report includes PT’s quarterly check-in on select engineering resins, including nylon 6 and 66.
technotrans says climate protection, energy efficiency and customization will be key discussion topics at PTXPO as it displays its protemp flow 6 ultrasonic eco and the teco cs 90t 9.1 TCUs.
This Knowledge Center provides an overview of the considerations needed to understand the purchase, operation, and maintenance of a process cooling system.
Petition signers added comments describing EPS as “despicable,” calling it “toxic waste” and stating that the proposed ban would “stop the waste landfill.” At ACH, however, the reality is that EPS is in high demand for recycled content insulation and packaging. Material that is not reused for new EPS products is densified and sent to a processor to be made into picture frames, hangers and even interior moldings.
Resin drying is a crucial, but often-misunderstood area. This collection includes details on why and what you need to dry, how to specify a dryer, and best practices.
• The trick to adjusting a family mold is to adjust the flow rate of the material in the runners feeding each cavity. Changing the gate depth or width only changes the fill speed (mph). It does not change the flow rate (in.3/sec). Changing the gate depth will also create different gate-seal times, which leads to parts having different packing pressures. Therefore, to correctly balance family molds, change the runner diameters to each cavity, as shown in Fig. 7.
Say “manufacturing automation” and thoughts immediately go to the shop floor and specialized production equipment, robotics and material handling systems. But there is another realm of possible automation — the front office.
Formnext Chicago is an industrial additive manufacturing expo taking place April 8-10, 2025 at McCormick Place in Chicago, Illinois. Formnext Chicago is the second in a series of Formnext events in the U.S. being produced by Mesago Messe Frankfurt, AMT – The Association For Manufacturing Technology, and Gardner Business Media (our publisher).
In a time where sustainability is no longer just a buzzword, the food and beverage packaging industry is required to be at the forefront of this innovation. By adopting circular packaging processes and solutions, producers can meet regulatory requirements while also satisfying consumer demand and enhancing brand reputation. Join Husky to learn more about the broader implications of the circular economy — as well as how leading brands are leveraging this opportunity to reduce costs, increase design flexibility and boost product differentiation. Agenda: The cost and operational benefits of embracing circularity Key materials in circular packaging — including rPET and emerging bioplastics How to design a circular food and beverage package Strategies for selecting sustainable closures to future-proof packaging solutions Optimization and streamlining of production processes for enhanced efficiency How Husky Technologies can enable your sustainable success
Join this webinar to explore the transformative benefits of retrofitting your existing injection molding machines (IMMs). Engel will guide you through upgrading your equipment to enhance monitoring, control and adaptability — all while integrating digital technologies. You'll learn about the latest trends in IMM retrofitting (including Euromap interfaces and plasticizing retrofits) and discover how to future-proof your machines for a competitive edge. With insights from industry experts, it'll walk you through the decision-making process, ensuring you make informed choices that drive your business forward. Agenda: Maximize the value of your current IMMs through strategic retrofitting Learn how to integrate digital technologies to enhance monitoring and control Explore the benefits of Euromap interfaces and plasticizing retrofits Understand how retrofitting can help meet new product demands and improve adaptability Discover how Engel can support your retrofitting needs, from free consultations to execution
Today ACH is recycling more than ever, with recycled materials jumping from 4.1 to 5.4 million pounds over the last year. EPS has one of the highest recycling rates among all plastics: in 2012, 93.7 million pounds of both post-industrial and post-consumer EPS were recycled, and 127.3 million pounds of EPS were recycled in 2013.
A computer-controlled weighing system actively manages how many beads are introduced into the expansion equipment. Next, steam and an agitator mixes the expanding beads. The heat of the steam causes pentane to be released. A level indicator notes when the specified volume has been reached. After a pressure-equalization phase, the expanded beads are moved into a bed dryer where all the condensed moisture is removed from the surface. The entire process takes approximately 200 seconds start to finish.
Sustainability continues to dominate new additives technology, but upping performance is also evident. Most of the new additives have been targeted to commodity resins and particularly polyolefins.
Take a deep dive into all of the various aspects of part quoting to ensure you’ve got all the bases—as in costs—covered before preparing your customer’s quote for services.
After successfully introducing a combined conference for moldmakers and injection molders in 2022, Plastics Technology and MoldMaking Technology are once again joining forces for a tooling/molding two-for-one.
About the Author: Jim Fattori is a third-generation molder with more than 40 years of experience in engineering and project management for custom and captive molders. He is the founder of Injection Mold Consulting LLC in Pennsylvania. Contact: jim@injectionmoldconsulting.com; injectionmoldconsulting.com
• Sub-gates do not necessarily have to be machined parallel or perpendicular to the runner. They can be machined on almost any angle. This is helpful when gating into a part with a radius or a steep angle, or when you want to shift a weld-line location.
Across all process types, sustainability was a big theme at NPE2024. But there was plenty to see in automation and artificial intelligence as well.
Mike Sepe has authored more than 25 ANTEC papers and more than 250 articles illustrating the importance of this interdisciplanary approach. In this collection, we present some of his best work during the years he has been contributing for Plastics Technology Magazine.
Newly formed blocks are also subjected to a partial vacuum within the mold to speed up cooling. This added step pulls residual moisture from the block for a drier, better-fused product.
After successfully introducing a combined conference for moldmakers and injection molders in 2022, Plastics Technology and MoldMaking Technology are once again joining forces for a tooling/molding two-for-one.
Despite price increase nominations going into second quarter, it appeared there was potential for generally flat pricing with the exception of a major downward correction for PP.
Mold maintenance is critical, and with this collection of content we’ve bundled some of the very best advice we’ve published on repairing, maintaining, evaluating and even hanging molds on injection molding machines.
At all of ACH’s facilities throughout the country, the company recycles 100% of its own production scrap, also known as post-industrial material. ACH also collects clean post-consumer EPS from the surrounding community.
The Plastics Industry Association (PLASTICS) has released final figures for NPE2024: The Plastics Show (May 6-10; Orlando) that officially make it the largest ever NPE in several key metrics.
The blocks emerge from a vertical mold that looks like a large upright cabinet and stands nearly 25 feet tall. Material is fed into the top of the mold, and after a 4- to 10- minute cycle, depending on the product, the mold door swings open and the new block slides out along rollers towards a scale.
In this collection of content, we provide expert advice on welding from some of the leading authorities in the field, with tips on such matters as controls, as well as insights on how to solve common problems in welding.
Successfully starting or restarting an injection molding machine is less about ticking boxes on a rote checklist and more about individually assessing each processing scenario and its unique variables.
• Never machine a runner on a split line of two or more mold inserts. The injection pressure will try to push the components apart, resulting in “down-flash” that could cause the runner to stick.
In this collection of content, we provide expert advice on welding from some of the leading authorities in the field, with tips on such matters as controls, as well as insights on how to solve common problems in welding.
• “Breaking” or blending the sharp edges of the runner system will help reduce stress on the material and help prevent the runner from cracking upon ejection. Sharp edges are typically located where the sprue meets the runner, where the cold well meets the runner, where the gate meets the runner, and at every runner intersection.
Introduced by Zeiger and Spark Industries at the PTXPO, the nozzle is designed for maximum heat transfer and uniformity with a continuous taper for self cleaning.
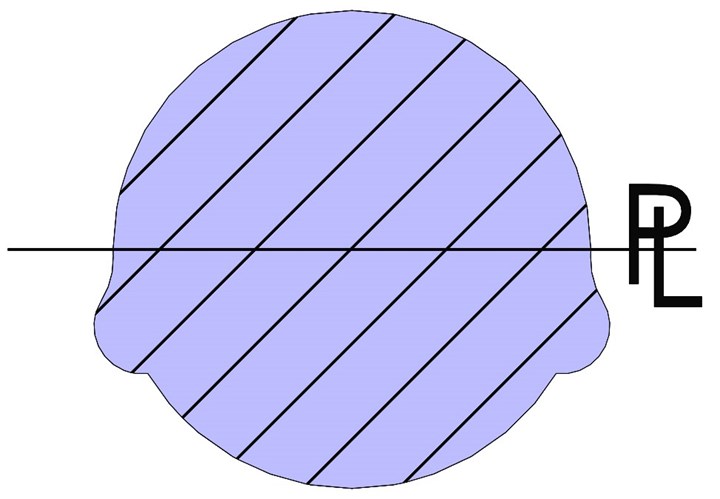
• Figure 4 shows two different runner designs. Both runners have sub-gates machined into the injection half of a two-cavity mold. The runner on the left is far superior to the one on the right because:
While prices moved up for three of the five commodity resins, there was potential for a flat trajectory for the rest of the third quarter.
• If you want to increase the size of the gates, runner or sprue by some percentage, you need to run the numbers. For example, if you feel a 0.050-in. gate should be about 20% larger, don’t multiply the gate size by 1.2 and get 0.060 in. That’s not 20% larger. In terms of flow area, that’s 44% larger. An easy and correct way to determine the new gate is size is to use the following formula: DNEW = DEXISTING × √ (1 + percentage increase). In this case, it would be 0.050 × √ 1.2 = 0.055.
• Keep in mind what effect the gate location and runner pattern will have on the mold. The gate and runner in Fig. 6 may be a balanced design, but it caused the cavity and core halves of the mold to rotate in opposite directions, resulting in parts that had a core-shift problem.
Plastics Technology covers technical and business Information for Plastics Processors in Injection Molding, Extrusion, Blow Molding, Plastic Additives, Compounding, Plastic Materials, and Resin Pricing. About Us
• The goal in balancing a family mold is to have all of the parts finish filling at the same time—not start to fill at the same time. Keep that in mind when you are making progressive short shots.
Second quarter started with price hikes in PE and the four volume engineering resins, but relatively stable pricing was largely expected by the quarter’s end.
“We’ve been recycling since day one,” explains Frank Kiesecker, ACH’s Senior VP of Sales and Marketing. “It’s environmentally and economically the right thing to do.”
Join Wittmann for an engaging webinar on the transformative impact of manufacturing execution systems (MES) in the plastic injection molding industry. Discover how MES enhances production efficiency, quality control and real-time monitoring while also reducing downtime. It will explore the integration of MES with existing systems, emphasizing compliance and traceability for automotive and medical sectors. Learn about the latest advancements in IoT and AI technologies and how they drive innovation and continuous improvement in MES. Agenda: Overview of MES benefits What is MES? Definition, role and brief history Historical perspective and evolution Longevity and analytics Connectivity: importance, standards and integration Advantages of MES: efficiency, real-time data, traceability and cost savings Emerging technologies: IoT and AI in MES
After drying, the expanded beads are “aged,” allowing them to fill back up with air and stabilize in a process that takes between 12 and 48 hours, depending on the desired density. Once this step is completed, the beads are ready to be molded into blocks.
EPS Bans Push Forward Unabated Away from the bustling production floor looms proposed restrictions on EPS. In Denver, ACH’s hometown, the City Council was asked to consider a petition banning EPS. Supporters noted that cities like Portland, San Francisco, Oakland, and Berkeley have proven that a “Styrofoam ban is good for business, consumers and the environment.”
The closed loop recycling—along with the fact that EPS has a smaller environmental footprint than other competitive materials, is non-toxic and inert, and, despite some claims otherwise, doesn’t contain CFCs, HFC, HCFCs, or formaldehyde—is often ignored in the high-profile efforts to ban EPS. There will likely be more growth in EPS recycling as more companies follow the example set by Chick-Fil-A, Walmart, and Best Buy to begin corporate EPS recycling initiatives.
August 29-30 in Minneapolis all things injection molding and moldmaking will be happening at the Hyatt Regency — check out who’s speaking on what topics today.
The aim of this presentation is to guide you through the factors and the numbers that will help you determine if a robot is a smart investment for your application. Agenda: Why are you considering automation? What problems are you trying to solve? How and why automation can help Crunch the numbers and determine the ROI
Core Technology Molding turned to Mold-Masters E-Multi auxiliary injection unit to help it win a job and dramatically change its process.
Processors with sustainability goals or mandates have a number of ways to reach their goals. Biopolymers are among them.
Multiple speakers at Molding 2023 will address the ways simulation can impact material substitution decisions, process profitability and simplification of mold design.
Reinvention is essential at Capital Polymers, a toll recycler that has completely transformed its operation in a short period of time.
• Adding a short flow restrictor, as shown in Fig. 8, is not as effective as reducing the diameter of the entire runner branch.
• For high-volume molds (about 500,000 cycles or more), consider incorporating replaceable gate inserts, especially for abrasive materials.

• Some moldmakers and molders do not like to add vents until after the first sampling. This can lead to an erroneous fill pattern. At the very least, add vents at the last place to fill.
Over the past 40 years, a lot has changed at ACH Foam Technologies, an expanded polystyrene (EPS) foam manufacturer based in Denver. But one thing remains the same: the company’s commitment to recycling. For ACH Foam, and the majority EPS foam manufacturers, recycling has always been a key operational strategy, a fact often overlooked by EPS critics.
• Designing the mold with a separate runner bar or runner block will cost a little more but has multiple benefits—especially for long running molds.
When, how, what and why to automate — leading robotics suppliers and forward-thinking moldmakers will share their insights on automating manufacturing at collocated event.
In this three-part collection, veteran molder and moldmaker Jim Fattori brings to bear his 40+ years of on-the-job experience and provides molders his “from the trenches” perspective on on the why, where and how of venting injection molds. Take the trial-and-error out of the molding venting process.
Performing fundamental maintenance inspections frequently assures press longevity and process stability. Here’s a checklist to help you stay on top of seven key systems.
This Knowledge Center provides an overview of the considerations needed to understand the purchase, operation, and maintenance of a process cooling system.
Learn about sustainable scrap reprocessing—this resource offers a deep dive into everything from granulator types and options, to service tips, videos and technical articles.
Thousands of people visit our Supplier Guide every day to source equipment and materials. Get in front of them with a free company profile.
Mike Sepe has authored more than 25 ANTEC papers and more than 250 articles illustrating the importance of this interdisciplanary approach. In this collection, we present some of his best work during the years he has been contributing for Plastics Technology Magazine.
Plastics Technology’s Tech Days is back! Every Tuesday in October, a series of five online presentations will be given by industry supplier around the following topics: Injection Molding — New Technologies, Efficiencies Film Extrusion — New Technologies, Efficiencies Upstream/Downstream Operations Injection Molding — Sustainability Extrusion — Compounding Coming out of NPE2024, PT identified a variety of topics, technologies and trends that are driving and shaping the evolution of plastic products manufacturing — from recycling/recyclability and energy optimization to AI-based process control and automation implementation. PT Tech Days is designed to provide a robust, curated, accessible platform through which plastics professionals can explore these trends, have direct access to subject-matter experts and develop strategies for applying solutions in their operations.
3. In the event of parting-line flash, the runner inserts can be skim ground and shimmed up This eliminates the need to make any other height adjustments to the cavities, interlocks, cams or shutoffs.
While the major correction in PP prices was finally underway, generally stable pricing was anticipated for the other four commodity resins.
Ultradent's entry of its Umbrella cheek retractor took home the awards for Technical Sophistication and Achievement in Economics and Efficiency at PTXPO.
Mixed in among thought leaders from leading suppliers to injection molders and mold makers at the 2023 Molding and MoldMaking conferences will be molders and toolmakers themselves.
Join Wittmann for an engaging webinar on the transformative impact of manufacturing execution systems (MES) in the plastic injection molding industry. Discover how MES enhances production efficiency, quality control and real-time monitoring while also reducing downtime. It will explore the integration of MES with existing systems, emphasizing compliance and traceability for automotive and medical sectors. Learn about the latest advancements in IoT and AI technologies and how they drive innovation and continuous improvement in MES. Agenda: Overview of MES benefits What is MES? Definition, role and brief history Historical perspective and evolution Longevity and analytics Connectivity: importance, standards and integration Advantages of MES: efficiency, real-time data, traceability and cost savings Emerging technologies: IoT and AI in MES
Plastics Technology covers technical and business Information for Plastics Processors in Injection Molding, Extrusion, Blow Molding, Plastic Additives, Compounding, Plastic Materials, and Resin Pricing. About Us
technotrans says climate protection, energy efficiency and customization will be key discussion topics at PTXPO as it displays its protemp flow 6 ultrasonic eco and the teco cs 90t 9.1 TCUs.
Gifted with extraordinary technical know how and an authoritative yet plain English writing style, in this collection of articles Fattori offers his insights on a variety of molding-related topics that are bound to make your days on the production floor go a little bit better.
This month I sifted through four decades of Post-It notes, hand sketches and photographs to uncover a number of worthwhile tips and tricks related to this five-part series on gates, runners and sprues. Therefore, this month’s conclusion to the series will simply be a bullet-point list of helpful information.
Exhibitors and presenters at the plastics show emphasized 3D printing as a complement and aid to more traditional production processes.
August 29-30 in Minneapolis all things injection molding and moldmaking will be happening at the Hyatt Regency — check out who’s speaking on what topics today.
• Specify the vent locations, depths and widths on the mold drawing. Do not leave venting up to the toolmaker’s discretion.
Multiple speakers at Molding 2023 will address the ways simulation can impact material substitution decisions, process profitability and simplification of mold design.
• Add a runner overflow at each runner intersection. This is particularly important for stripper-plate molds when there is no cold well opposite the sprue. The length of the overflow should be 1.0 to 1.5 times the runner diameter or width. Overflows work very well, as shown in Fig. 3.
Across the show, sustainability ruled in new materials technology, from polyolefins and engineering resins to biobased materials.
Successfully starting or restarting an injection molding machine is less about ticking boxes on a rote checklist and more about individually assessing each processing scenario and its unique variables.
A Forest of Foam At ACH’s Denver plant, row after row of four-foot-square EPS blocks reaching 16 feet in the air tower over visitors. Handwritten information on each column details everything from the production date and weight of the EPS column to its density and percentage of recycled material.
In this collection, which is part one of a series representing some of John’s finest work, we present you with five articles that we think you will refer to time and again as you look to solve problems, cut cycle times and improve the quality of the parts you mold.
“At ACH, we try to lead by example. We feel that EPS recycling is important to our global outlook, and we’re proud to offer our community additional recycling opportunities,” says Burk.
Learn about sustainable scrap reprocessing—this resource offers a deep dive into everything from granulator types and options, to service tips, videos and technical articles.
• One reason you want all of the parts in a family mold to finish filling at the same time is so they all receive the same amount of packing pressure. If they don’t, you waste material by over-packing some cavities, which makes them heavier. Another reason is that cavities that are under-packed or over-packed will have dimensional issues because they will have a different shrinkage rate than what was used to machine the mold.
Processors with sustainability goals or mandates have a number of ways to reach their goals. Biopolymers are among them.
• An inexpensive way to delay the ejection of a runner (or a part), without having to incorporate a two-stage ejection system is shown in Fig. 13. The pins are well supported and have positive return. This design can help reduce flaking from sub-gated parts.
Join this webinar to explore the transformative benefits of retrofitting your existing injection molding machines (IMMs). Engel will guide you through upgrading your equipment to enhance monitoring, control and adaptability — all while integrating digital technologies. You'll learn about the latest trends in IMM retrofitting (including Euromap interfaces and plasticizing retrofits) and discover how to future-proof your machines for a competitive edge. With insights from industry experts, it'll walk you through the decision-making process, ensuring you make informed choices that drive your business forward. Agenda: Maximize the value of your current IMMs through strategic retrofitting Learn how to integrate digital technologies to enhance monitoring and control Explore the benefits of Euromap interfaces and plasticizing retrofits Understand how retrofitting can help meet new product demands and improve adaptability Discover how Engel can support your retrofitting needs, from free consultations to execution
Addressing hot-runner benefits, improvements, and everyday issues from the perspective of decades of experience with probably every brand on the market. Part 1 of 2.
Start by picking a target melt temperature, and double-check data sheets for the resin supplier’s recommendations. Now for the rest...
When, how, what and why to automate — leading robotics suppliers and forward-thinking moldmakers will share their insights on automating manufacturing at collocated event.
If plastic bags are Public Enemy No. 1 for environmental activists, EPS foam might be No. 1A, despite some very green credentials.
Formnext Chicago is an industrial additive manufacturing expo taking place April 8-10, 2025 at McCormick Place in Chicago, Illinois. Formnext Chicago is the second in a series of Formnext events in the U.S. being produced by Mesago Messe Frankfurt, AMT – The Association For Manufacturing Technology, and Gardner Business Media (our publisher).
In a time where sustainability is no longer just a buzzword, the food and beverage packaging industry is required to be at the forefront of this innovation. By adopting circular packaging processes and solutions, producers can meet regulatory requirements while also satisfying consumer demand and enhancing brand reputation. Join Husky to learn more about the broader implications of the circular economy — as well as how leading brands are leveraging this opportunity to reduce costs, increase design flexibility and boost product differentiation. Agenda: The cost and operational benefits of embracing circularity Key materials in circular packaging — including rPET and emerging bioplastics How to design a circular food and beverage package Strategies for selecting sustainable closures to future-proof packaging solutions Optimization and streamlining of production processes for enhanced efficiency How Husky Technologies can enable your sustainable success
In this collection of articles, two of the industry’s foremost authorities on screw design — Jim Frankand and Mark Spalding — offer their sage advice on screw design...what works, what doesn’t, and what to look for when things start going wrong.
• Consider the location of any runner undercuts. They should be at or near an ejector pin to prevent the runner from bending or cracking during ejection.
• Adding redundant runner sections, as shown in Fig. 9, has only a minor effect on cavity balance. They will also narrow the processing window and increase the amount of runner scrap or regrind.
• One clever engineer engraved text on a family-mold runner to help the operators identify similar-looking parts for sorting and assembly, as shown in Fig. 2. Engraving the cavity number on the runner is also helpful when the parts are very small or the aesthetic requirements do not allow a cavity number on the part.
This month’s resin pricing report includes PT’s quarterly check-in on select engineering resins, including nylon 6 and 66.
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Join Engel in exploring the future of battery molding technology. Discover advancements in thermoplastic composites for battery housings, innovative automation solutions and the latest in large-tonnage equipment designed for e-mobility — all with a focus on cost-efficient solutions. Agenda: Learn about cutting-edge thermoplastic composites for durable, sustainable and cost-efficient battery housings Explore advanced automation concepts for efficient and scalable production See the latest large-tonnage equipment and technology innovations for e-mobility solutions
Additive technology creates air pockets in film during orientation, cutting down on the amount of resin needed while boosting opacity, mechanical properties and recyclability.
The aim of this presentation is to guide you through the factors and the numbers that will help you determine if a robot is a smart investment for your application. Agenda: Why are you considering automation? What problems are you trying to solve? How and why automation can help Crunch the numbers and determine the ROI
While prices moved up for three of the five commodity resins, there was potential for a flat trajectory for the rest of the third quarter.
While prices moved up for three of the five commodity resins, there was potential for a flat trajectory for the rest of the third quarter.
Sustainability continues to dominate new additives technology, but upping performance is also evident. Most of the new additives have been targeted to commodity resins and particularly polyolefins.
Discover how artifical intelligence is revolutionizing plastics processing. Hear from industry experts on the future impact of AI on your operations and envision a fully interconnected plant.
Introduced by Zeiger and Spark Industries at the PTXPO, the nozzle is designed for maximum heat transfer and uniformity with a continuous taper for self cleaning.
Mold maintenance is critical, and with this collection of content we’ve bundled some of the very best advice we’ve published on repairing, maintaining, evaluating and even hanging molds on injection molding machines.
• Always use geometrically (or “naturally”) balanced multi-cavity runner layouts. Multi-cavity molds inherently have balancing issues. Don’t compound the problem with fishbone, ladder, or other types of unbalanced runner designs.
In this three-part collection, veteran molder and moldmaker Jim Fattori brings to bear his 40+ years of on-the-job experience and provides molders his “from the trenches” perspective on on the why, where and how of venting injection molds. Take the trial-and-error out of the molding venting process.
4. The inserts can affordably be made of a different material, such as a high-hardness tool steel for abrasive materials, or thermally conductive materials for faster cycles.
Resin drying is a crucial, but often-misunderstood area. This collection includes details on why and what you need to dry, how to specify a dryer, and best practices.
Ultradent's entry of its Umbrella cheek retractor took home the awards for Technical Sophistication and Achievement in Economics and Efficiency at PTXPO.
Exhibitors and presenters at the plastics show emphasized 3D printing as a complement and aid to more traditional production processes.
Across the show, sustainability ruled in new materials technology, from polyolefins and engineering resins to biobased materials.
• Shortened ejector pins with a conical tip are used to stabilize a runner from shifting or rolling over during ejection, as shown in Fig. 11.
When the EPS first exits the mold, it’s not fully cured. Post mold, heat curing—done in special “heat rooms”—accelerates the drying process and creates dimensionally stable blocks. When asked how one moves the columns around from the mold to the curing room, an ACH worker responds dryly, “very carefully.” A modified dolly featuring longer forks at the bottom and at the back help workers maneuver the EPS monoliths.





LK-Mould Ltd.,
No.15, JinShen Road, Jin xia District
Changan Town, Dongguan
523850 Guangdong
China

